
金相磨抛流程中,结尾一道砂纸的磨削效果与后续抛光工序的效率直接相关。如果结尾一道砂纸的粒度过粗,抛光时需要较长时间才能去除所有磨痕,且可能残留较深的变形层影响金相组织观察。如果结尾一道砂纸的粒度过细,虽然表面更光滑,但可能增加了不必要的精磨时间。通常结尾一道砂纸的粒度选择在800目至2000目之间,具体取决于材料的硬度和抛光方式。软材料更容易在抛光阶段快速去除划痕,结尾一道砂纸可以稍粗一些;硬材料则需要更细的砂纸打底,否则抛光耗时较长。在完成结尾一道砂纸磨削后,观察样品表面应呈现均匀、方向一致的细密磨痕,无明显的粗大划痕或局部光亮区域。这样的表面转入抛光阶段后,可以较快获得无划痕的镜面效果。砂纸在艺术品修复中的应用案例?辽宁螺纹钢金相砂纸厂家直销
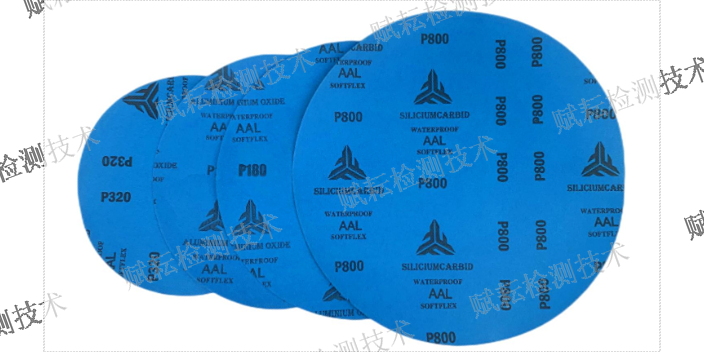
金相砂纸
金相砂纸的粒度编号并非全球统一,不同标准体系之间存在标识差异。常见的粒度标准有ISO(国际标准)、ANSI(美国标准)、FEPA(欧洲磨料制造商联合会)以及JIS(日本工业标准)。同样标号为400目的砂纸,在不同标准下磨料颗粒的实际平均直径可能略有不同。例如,ANSI标准中的240目与FEPA标准中的P240在颗粒尺寸上存在细微差别。在采购金相砂纸时,留意包装上的标准标识有助于选择适合实验流程的产品。部分实验室会长期使用某一特定标准体系的砂纸,以确保批次间的制备条件一致。当更换供应商或标准体系时,可通过实际磨削对比来验证新旧砂纸的磨削效果是否等效。了解这些标识差异,可以减少因粒度标准不同而导致的磨削流程调整。山西铜合金金相砂纸哪家性价比高金相砂纸的粒度选择方法。

不少刚接触金相制样的用户会问:五金店里的普通砂纸能不能代替金相砂纸?这两者之间存在一些差异。普通砂纸主要用于木工或油漆打磨,其磨料多为棕刚玉或碳化硅,粒度分布范围较宽,同一标号中可能混有一些偏大或偏小的颗粒。这些偏大的颗粒会在样品表面留下孤立的深划痕,即使后续使用更细的砂纸也难以完全去除。而金相砂纸在制造时对粒度分布的均匀性控制更为严格,磨料颗粒的尺寸一致性较好,切削痕迹更加均匀。另一个区别在于背衬材质和胶粘剂的耐水性。普通干磨砂纸遇水后纸基容易变形、分层,而金相制样中常用湿磨来减少热损伤,因此金相砂纸通常具备防水性能。此外,金相砂纸的磨料涂附密度经过设计,既保证足够的切削力,又为磨屑留出容纳空间。普通砂纸为了追求经济性,有时涂附密度较低或使用较便宜的胶粘剂,磨削过程中更容易出现脱砂现象,脱落的磨料颗粒会在样品表面造成随机划伤。因此,虽然普通砂纸在粗磨阶段可以临时应急使用,但对于需要观察精细金相组织的样品,使用真正的金相砂纸是更可靠的选择。
市面上的金相砂纸品牌众多,不同品牌在磨料品质、背衬强度和涂附工艺上存在差异。高性价比的砂纸通常在磨料颗粒的等高度、防堵塞涂层等方面做了优化。在识别质量时,可以通过观察砂纸表面的色泽均匀性和手感来初步判断。磨料层颜色均匀、无局部堆积或斑块的砂纸,其制造一致性较好。在试用时,用同一张砂纸磨削多个样品,注意观察磨削效率的衰减速度。质量较好的砂纸能够在一定使用时长内保持相对稳定的切削力。另外,可以检查砂纸边缘是否有脱砂现象,边缘牢固的砂纸在使用中不易产生松散磨料颗粒污染样品。对于关键工序的精磨砂纸,选择口碑稳定的品牌是一种减少不确定性的方法。金相砂纸的磨削效果怎么样?

不同金属材料的硬度和韧性差异,对金相砂纸的选用提出了一些具体的要求。对于高硬度材料,如淬火钢、硬质合金,磨料需要有较高的硬度才能有效切削,碳化硅或金刚石砂纸是常见选择。磨削时宜采用较小压力,避免磨料过度压入材料表面产生较深的塑性划痕。对于软金属,如纯铝、纯铜、铅锡合金,磨削时磨屑容易粘附在砂纸表面并堵塞磨料间隙,导致磨削效率下降。针对软材料,可以选用粒度稍粗的砂纸并配合润滑剂(如煤油或石蜡)进行磨削,或在砂纸上撒一些滑石粉减少粘附。对于脆性材料,如铸铁、陶瓷,磨削时需控制压力,防止表面产生微裂纹。了解材料的特性并相应调整砂纸类型和磨削参数,与样品制备质量和效率存在关联。800砂纸与2000砂纸哪个细?江苏高温合金钢金相砂纸品牌排行榜
什么是金相砂纸?和普通砂纸有什么区别?辽宁螺纹钢金相砂纸厂家直销
砂轮切割后的所有磨抛步骤都应用水湿研磨,以免研磨颗粒对显微组织的影响。湿研磨使试样的热量**小,防止研磨颗粒嵌入被制备的试样造成干扰。每一个研磨步骤的本身都会产生损伤,都可去除上一步的损伤。随研磨颗粒粒度标号的增加,损伤的深度将减小,金属去除速率也下降。对于给定粒度的研磨颗粒,较软材料的损伤的深度将比较硬材料的损伤的深度要大。全自动研磨抛光设备采用多头试样夹持器,开始的磨抛步骤叫磨平步骤。本步骤必须把切割损伤去除,以便给所有的试样建立一个统一的平面,保证在随后的步骤中每一个试样所受的影响都一样。碳化硅和氧化铝砂纸通常被用于磨平步骤,并且效果理想。砂纸选择性多,根据不同材料硬度选择合适砂纸,金相砂纸粒度都有P80,P120,P180,P240,P320,P400,P600,P800,P1000,P1200,P1500,P2000,P2500,P3000,P4000,P5000,P7000.外径大小有直径200mm,220mm,250mm,300mm。辽宁螺纹钢金相砂纸厂家直销
不少刚接触金相制样的用户会问:五金店里的普通砂纸能不能代替金相砂纸?这两者之间存在一些差异。普通砂纸主要用于木工或油漆打磨,其磨料多为棕刚玉或碳化硅,粒度分布范围较宽,同一标号中可能混有一些偏大或偏小的颗粒。这些偏大的颗粒会在样品表面留下孤立的深划痕,即使后续使用更细的砂纸也难以完全去除。而金相砂纸在制造时对粒度分布的均匀性控制更为严格,磨料颗粒的尺寸一致性较好,切削痕迹更加均匀。另一个区别在于背衬材质和胶粘剂的耐水性。普通干磨砂纸遇水后纸基容易变形、分层,而金相制样中常用湿磨来减少热损伤,因此金相砂纸通常具备防水性能。此外,金相砂纸的磨料涂附密度经过设计,既保证足够的切削力,又为磨屑留出容纳...
- 上海带背胶真丝绒金相砂纸批发价 2026-06-22
- 山西陶瓷金相砂纸怎么选 2026-06-07
- 浙江带背胶帆布金相砂纸代理加盟 2026-06-06
- 福建金相砂纸利润是多少 2026-06-02
- 上海好的金相砂纸 2026-06-01
- 江苏金相砂纸价目表 2026-05-31
- 山东金相砂纸参考价格 2026-05-26
- 安徽靠谱的金相砂纸 2026-05-22
- 江苏金相砂纸参考价格 2026-05-16
- 北京铝合金金相砂纸品牌排行榜 2026-05-14




- 广东高温合金钢金相砂纸大概多少钱 2026-05-12
- 浙江螺纹钢金相砂纸品牌排行榜 2026-05-12
- 辽宁赋耘国产金相砂纸材质有哪些 2026-05-11
- 上海金相砂纸哪家好 2026-05-11
- 江苏带背胶醋酸金相砂纸哪家好 2026-05-11
- 重庆螺纹钢金相砂纸批发价 2026-05-10

- 天津冷镶嵌树脂什么品牌性价比高 06-26
- 江苏镍合金晶间腐蚀什么品牌性价比高 06-25
- 吉林贺利氏古莎金相切割片使用方法 06-25
- 上海清洁度金相显微镜厂家直销 06-25
- 辽宁CAMEODISK金刚石磨盘有哪些规格 06-24
- 四川金刚石磨盘代理加盟 06-24
- 安徽树脂金刚石磨盘价格怎么样 06-24
- 上海单晶刚玉金相切割片OEM加工 06-23
- 江苏定制金刚石磨盘硬度怎么样 06-23
- 北京进口贺利氏古莎金刚石磨盘硬度怎么样 06-23