维护要点与生产稳定性提升建议
双面纸张淋膜复合机的日常维护重点集中在模头清洁、冷却辊表面保养及张力传感器的校准。模头内部若残留碳化树脂颗粒,会在淋膜层上形成线条状缺陷或“晶点”,尤其在双面加工中,两面缺陷叠加会明显降低成品率。建议每生产一定批量(例如20-30吨)后,采用专用清洁料或离线清理方式对模头流道进行彻底清洁。冷却辊表面需保持光洁,避免划伤或粘附异物,否则会在纸张两面留下周期性压痕。张力传感器与纠偏控制器应每季度进行标定,防止因零点漂移导致纸张跑偏或拉伸变形。生产稳定性方面,需注意环境温湿度对纸张含水率的影响:纸张过于干燥时容易产生静电,吸附灰尘后影响淋膜附着力;湿度过高则可能引起纸张伸长,破坏两面涂层的位置对应关系。通过建立规范的清洁与校准计划,并配合车间温湿度控制措施,可延长设备连续运转周期,降低废品率。 专业生产塑料挤出成套设备,满足各类包装膜、片材稳定生产需求。浙江双面纸张淋膜机

基膜放卷与镀铝面朝向的选择策略
镀铝膜淋膜复合时,淋膜层可以涂覆在镀铝面一侧,也可以涂覆在基膜的非镀铝面一侧,两种方案对应不同的产品需求。将淋膜层涂覆于镀铝面上,主要目的是保护铝层免受磨损与氧化,同时提供热封性能,这种结构适用于需要保留金属光泽外露的包装,如零食袋外层。将淋膜层涂覆于非镀铝面(即基膜侧),则形成“淋膜层-基膜-镀铝层”的结构,镀铝层位于外层,可用于需要高反射效果或特定阻隔顺序的场合。放卷单元的穿膜路径需根据涂覆方案调整,确保淋膜层准确施加于目标表面。设备通常配备双向穿膜导向辊组,允许操作人员在不更换机械部件的情况下切换涂覆面。无论采用哪种方案,镀铝面均应避免与高温导辊直接接触,防止铝层损伤。 单面纸张淋膜机排名挤出设备具备快速换规格功能,适应多品种小批量包装订单生产。
挤出系统与模头选型要点
卷筒编织袋淋膜复合机通常配置单台或双台挤出机,根据覆膜要求选择单面淋膜或双面淋膜。挤出机螺杆直径常见为90mm、100mm或120mm,长径比通常为30:1至33:1,以保证树脂充分塑化。由于编织袋淋膜常用LDPE或LLDPE树脂,螺杆设计需兼顾较高的熔融效率与较低的剪切发热,防止树脂降解。模头选用衣架式或T型结构,模唇宽度需与编织布幅宽匹配,通常比编织布宽度宽出50-100mm,以保证边缘涂布完整。对于宽幅编织袋(如800-1200mm),模头沿幅宽方向的温度均匀性对涂层厚度一致性影响明显,模头加热区通常划分为5-9个单独的控温区,各区间温差控制在±1℃以内。部分设备配备手动或自动模唇调节机构,用于修正横向厚度偏差,确保淋膜层克重控制在目标值的合理范围内。
单面淋膜纸张的质量控制要点
单面纸张淋膜产品的质量控制涉及多个检测项目。淋膜层克重是基本指标,常用目标范围为8-20g/m²,偏差需控制在±1.5g/m²以内,采用在线X射线或红外测厚仪进行连续监测。剥离强度反映淋膜层与纸张的结合牢固程度,通常要求不低于1.2N/15mm,测试方法为将淋膜层与纸张剥离并记录极限力值。纸张卷曲度是单面淋膜特有的质量问题,由于淋膜层与纸张的收缩率差异,成品可能向淋膜面卷曲,检测时将样品平放于台面测量四角翘起高度,合格产品卷曲度应不大于5mm/m。此外,还需检测淋膜层表面的润湿张力(通常要求38达因/厘米以上)以保证后续印刷或热封性能。生产过程中应定期取样进行上述检测,并根据检测结果调整淋膜温度、压辊压力及冷却条件,确保产品批次间的一致性。 专业技术团队提供挤出工艺指导,助力客户优化包装产品品质。

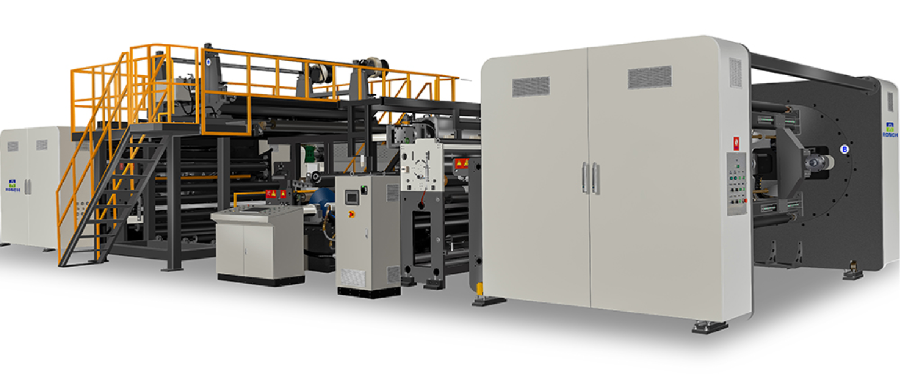
塑料挤出包装成套设备以单 / 双螺杆挤出机为主要,集成塑化、成型、复合、分切、收卷与自动包装单元,是食品、日化、医药、工业包装的主要装备。设备适配 PE、PP、PET、PVC、EVA ,通过流延、吹膜、片材挤出、淋膜复合等工艺,连续生产高阻隔膜、热封膜、保鲜膜、包装片材与复合基材。整机采用 PLC 集中控制与 PID 精细温控,配合在线测厚、自动张力与无粘胶收卷技术,实现厚度偏差 ±1% 以内、线速比较高 300m/min 稳定运行。从原料上料至成品打包全流程自动化,大幅减少人工干预,兼顾高产能与高合格率,是现代包装产业链降本增效的关键装备。双螺杆挤出机塑化均匀,适合高填充改性材料与包装基材挤出。浙江多层共挤淋膜机视频
安全防护装置齐全,保障挤出包装生产线操作人员人身安全。浙江双面纸张淋膜机
基膜放卷与张力管理策略
预涂膜常用的基膜包括BOPET和BOPP,两者的拉伸特性与热收缩率存在差异,因此张力管理需具备适应性。BOPET模量较高,对张力波动不敏感,但需防止张力过高导致薄膜拉伸变形;BOPP模量较低且易伸长,对张力变化较为敏感,放卷张力通常设定为BOPET的60-70%。预涂膜专用挤出淋膜复合机采用分区张力控制系统,将放卷区、复合区、收卷区分别设置闭环调节。放卷区配备低惯量气胀轴与磁粉制动器,实现恒张力或锥度张力控制;复合区的张力由主驱动电机与冷却辊速度差调节,保证胶层涂布宽度一致;收卷区则采用锥度张力递减策略,随卷径增大逐步降低张力,避免成品卷内部挤压导致胶层粘连或基膜皱褶。张力传感器的选型需兼顾精度与响应速度,通常采用应变片式或浮动辊式传感器,响应时间控制在100毫秒以内。 浙江双面纸张淋膜机
江苏荣驰智能装备科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在江苏省等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**江苏荣驰智能装备科技供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
淋膜机又称挤出复合机、流延机、挤出流延机、流延复合机、涂膜机、涂塑机、涂布复合机(不准确,实际指...
【详情】单面淋膜与双面淋膜的工艺差异 根据包装用途的不同,卷筒编织袋可分为单面淋膜编织袋与双面淋膜...
【详情】收卷单元设计与成品卷质量 收卷单元是卷筒编织袋淋膜生产线的组成部分,其设计质量直接影响成品...
【详情】典型产品结构与应用场景 镀铝膜淋膜机生产的复合材料根据基膜类型、淋膜层配方及复合结构的不同...
【详情】张力分区控制与BOPET拉伸敏感性 BOPET膜虽然拉伸强度较高,但其弹性模量较大,对张力...
【详情】冷却辊温度控制与BOPET平整度管理 BOPET膜在淋膜过程中的热稳定性虽优于PE或PP薄...
【详情】单面淋膜与双面淋膜的工艺差异 根据包装用途的不同,卷筒编织袋可分为单面淋膜编织袋与双面淋膜...
【详情】典型产品类型与应用场景 预涂膜专用挤出淋膜复合机生产的预涂膜产品主要分为BOPET预涂膜与...
【详情】温度控制体系的多区段设计 镀铝膜淋膜机的温度控制涉及挤出机料筒、模头、压辊及冷却辊等多个区...
【详情】