
- 品牌
- MS
- 型号
- 4
- 是否定制
- 是
光学视觉检测设备的价值在于通过智能化技术替代人工检测,提升检测效率与检测精度,降低企业生产成本,助力企业实现高质量发展。设备的图像处理系统搭载先进的算法模型,可实现对复杂缺陷的精细识别,即使是微小缺陷、纹理异常及非规则瑕疵,也能准确判别,适用于各类复杂的检测场景;光学系统采用高精度镜头与传感器,确保成像清晰度与稳定性,可应对不同光照条件下的检测需求,减少环境因素对检测结果的影响。设备具备灵活的适配能力,可通过调整检测参数、更换镜头与光源,适配不同类型、不同规格产品的检测需求,无需改造生产线,降低企业投入成本;同时,设备支持检测数据的实时存储、查询与分析,为企业工艺优化提供数据支撑,帮助企业及时发现生产过程中的问题,提升产品合格率。目前,该设备已广泛应用于电子制造、汽车工业、半导体等多个领域,成为智能制造体系中的重要组成部分。设备配备自研算法平台,用户可自主训练模型应对新型缺陷场景。襄阳ccd视觉检测设备批发厂家
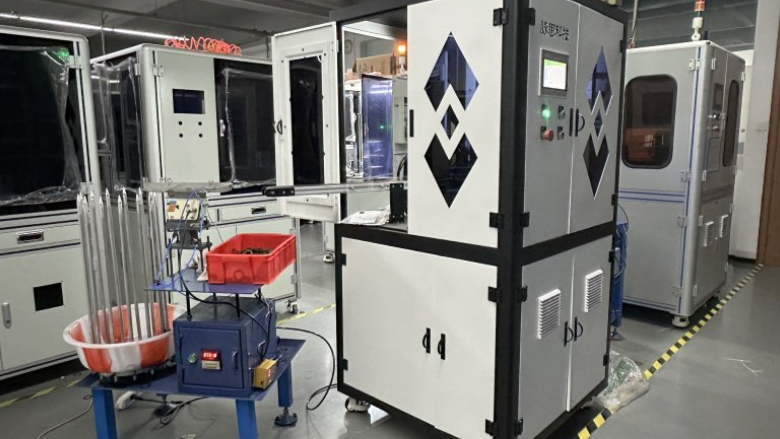
视觉检测设备
光学视觉检测设备融合了光学成像技术与智能算法,通过模拟人眼的视觉功能,实现对各类产品的自动化检测与质量评估,是工业智能化升级的重要支撑装备。设备主要由光学成像系统、图像采集系统、图像处理系统与控制执行系统组成,其中光学成像系统负责捕捉被测物体的清晰图像,是检测精细度的基础;图像采集系统将光学信号转化为数字信号,确保信号传输的稳定性与实时性;图像处理系统对数字图像进行分析、处理,提取目标特征,完成缺陷识别与尺寸测量;控制执行系统根据检测结果,控制分拣设备完成不合格产品的剔除,实现检测与分拣的一体化。设备可适配不同材质、不同形状的产品检测,包括金属、塑料、玻璃、陶瓷等,检测范围涵盖外观缺陷、尺寸偏差、装配错误等多个方面,广泛应用于电子元件、汽车零部件、半导体等行业,为企业提供高效、精细、可靠的质量管控解决方案。驻马店工业视觉检测设备厂家复杂光照条件下的检测难题(如反光金属表面、透明玻璃)可通过偏振片、多角度光源及自适应曝光算法解决。

在大规模生产场景下,视觉检测设备的成本优势尤为明显,能够帮助企业在激烈的市场竞争中实现降本增效,提升重心竞争力。安全性和可靠性是工业生产的重要前提,视觉检测设备在这方面也具备明显优势。在一些危险、恶劣的生产环境中,如高温、高压、有毒有害、强辐射等场景,人工检测存在极大的安全风险,容易对检测人员的身体健康造成危害。视觉检测设备可以替代人工进入这些危险环境进行检测,避免了人员接触危险因素,保障了检测人员的生命安全。同时,视觉检测设备具备高度的稳定性和可靠性,能够在复杂、恶劣的工业环境中长时间稳定运行,不受光照、温度、湿度等环境因素的影响,确保检测工作的连续性和稳定性。此外,视觉检测设备还可以与自动化生产线深度融合,实现检测与生产的自动化联动,减少人工干预,降低生产过程中的人为失误风险,提升生产过程的安全性和可靠性。
镜头则如同人眼的晶状体,负责将目标物体清晰地成像于相机的感光元件上,其焦距、光圈、景深等参数的合理选择,直接决定了成像的清晰度和视野范围。相机作为视觉系统的“视网膜”,负责将光信号转换为电信号,其分辨率、帧率、感光度等关键指标,决定了图像的细节捕捉能力和动态响应速度,是保障检测精度的重要前提。图像采集卡承担着连接相机与计算机的桥梁作用,它负责将相机输出的模拟或数字信号转换为计算机能够识别和处理的数字信号,确保图像数据的高速、稳定传输。而图像处理软件则是视觉检测设备的大脑,它集成了丰富的图像处理算法和模式识别技术,能够对采集到的图像进行预处理、特征提取、目标识别、尺寸测量、缺陷检测等一系列复杂操作,将图像信息转化为可量化的检测数据,并依据预设的判断标准,输出较终的检测结果。2D 视觉适用于平面外观检测,3D 视觉则可完成高度与轮廓检测。

光学视觉检测设备凭借非接触式检测、检测精度高、可连续作业、无人工主观误差等优势,成为替代传统人工检测的理想装备,广泛应用于各类工业生产场景,助力企业实现质量管控的自动化与智能化。设备的光学成像系统采用高分辨率相机与精密镜头,搭配定制化光源,可清晰捕捉被测物体的每一个细节,即使是微小的划痕、凹坑、异物等缺陷,也能准确识别;图像处理系统搭载先进的算法模型,可对图像进行快速分析与处理,实现缺陷的精细识别与分类,误检率与漏检率控制在较低水平。设备具备灵活的配置能力,可根据检测需求,选择不同类型的相机、镜头与光源,适配不同材质、不同规格产品的检测;同时,设备的人机交互界面简洁直观,操作人员可快速掌握设备的操作方法,进行参数设置与结果查看,检测数据可实时存储、追溯,便于质量分析与工艺优化,为企业提升产品质量、降低生产成本提供有力保障。CCD搭配环形光源,提升表面缺陷检出率。宜春外观视觉检测设备供应商
抗干扰光源设计适应强光、暗场等复杂环境,确保检测稳定性。襄阳ccd视觉检测设备批发厂家
食品与医药行业,直接关系到消费者的健康与安全,对产品质量的把控容不得丝毫马虎。视觉检测设备在这两个领域的应用,为产品质量安全构筑了一道坚固的防线。在食品生产中,视觉检测设备可以对食品的外观、尺寸、包装完整性等进行检测,识别食品中的异物、破损、变形、标签错误等问题,确保出厂食品符合卫生标准和质量要求;在药品生产环节,视觉检测设备能够对药品的包装、胶囊的外观、药片的形状和表面缺陷等进行精细检测,杜绝不合格药品流入市场,保障用药安全。同时,视觉检测设备在无菌生产环境中能够稳定运行,避免了人工检测带来的交叉污染风险,符合食品和医药行业对生产环境的严苛要求。除了上述典型领域,视觉检测设备的应用边界还在不断拓展。襄阳ccd视觉检测设备批发厂家
在纺织服装行业,它可以对布料的瑕疵、色差、图案完整性进行检测,提高纺织品的品质;在光伏产业,能够对太阳能电池片的裂纹、断栅、隐裂等缺陷进行高效检测,提升光伏组件的发电效率和使用寿命;在物流行业,视觉检测设备可以实现对包裹的尺寸测量、条码识别、外观检测,提高物流分拣的效率和准确性;在农业领域,视觉检测设备可以对农产品的品质进行分级,识别果实的成熟度、病虫害情况,助力农业现代化发展。从精密制造到民生保障,从传统工业到新兴产业,视觉检测设备正以其强大的技术适应性和广泛的应用价值,深度融入各行各业的发展脉络,成为推动产业升级的重心力量。工业视觉检测可大幅提升产线检测速度,满足高速连续生产需求。苏州工业...
- 襄阳ccd视觉检测设备批发厂家 2026-07-17
- 安阳工业视觉检测设备厂家 2026-07-17
- 新乡ccd视觉检测设备维修 2026-07-16
- 鹤壁光学视觉检测设备价格 2026-07-16
- 驻马店筛选机视觉检测设备生产厂家 2026-07-16
- 宁德自动化视觉检测设备生产厂家排名 2026-07-15
- 南阳工业视觉检测设备价格 2026-07-15
- 恩施品检视觉检测设备批发厂家 2026-04-22
- 厦门自动化视觉检测设备生产厂家排名 2026-04-22
- 信阳光学视觉检测设备联系电话 2026-04-21



- 嘉兴筛选机视觉检测设备厂家 2026-04-18
- 杭州工业视觉检测设备厂家供应 2026-04-17
- 黄冈品检视觉检测设备价格 2026-04-17
- 九江工业视觉检测设备维修 2026-04-16
- 漯河质量视觉检测设备厂家 2026-04-16
- 南平质量视觉检测设备价格 2026-04-15




- 驻马店筛选机视觉检测设备生产厂家 07-16
- 宁德自动化视觉检测设备生产厂家排名 07-15
- 南阳工业视觉检测设备价格 07-15
- 恩施品检视觉检测设备批发厂家 04-22
- 厦门自动化视觉检测设备生产厂家排名 04-22
- 信阳光学视觉检测设备联系电话 04-21
- 湖州自动化视觉检测设备设备厂家 04-21
- 十堰ccd视觉检测设备故障维修 04-19
- 宁波ccd视觉检测设备报价 04-19
- 九江品检视觉检测设备故障维修 04-18