
- 品牌
- MS
- 型号
- 4
- 是否定制
- 是
高精度检测是其突出优势之一。自动化视觉检测设备利用先进的图像传感器和精密的图像处理算法,能够精确地检测出产品表面的微小瑕疵、尺寸偏差和形状不规则等问题。其检测精度远高于人工检测,降低了误检和漏检的概率,确保了产品质量的稳定性和一致性。自动化视觉检测设备具有良好的适应性和灵活性。它可以根据不同的产品类型和检测要求进行定制化设置,轻松应对各种复杂的检测任务。无论是小型精密零件还是大型工业产品,都能实现准确、高效的检测。同时,设备还可以与生产线进行无缝对接,实现全自动化生产,进一步提高生产的智能化水平。CCD 视觉检测设备可设置多种参数适应不同产品检测需求。南通ccd工业视觉检测设备
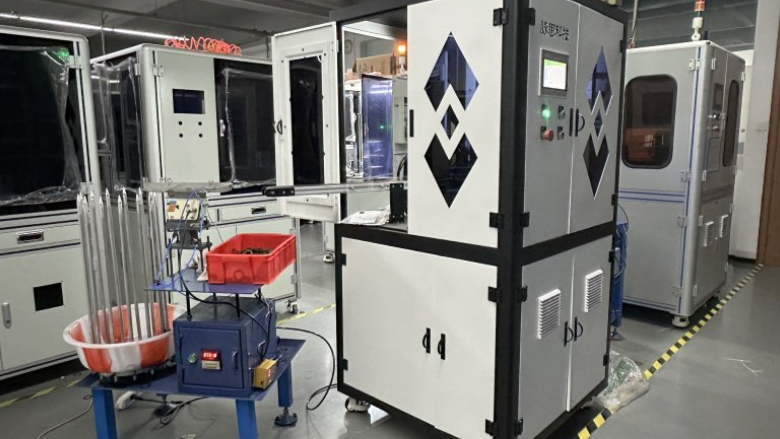
视觉检测设备
CCD视觉检测设备在工业制造、电子制造业、包装行业中的应用非常多样,其一般用于对零件、产品进行外观与缺陷的检测,具体情况如下:
表面缺陷检测:CCD视觉检测设备能够识别产品表面的各种缺陷,如划痕、裂纹、污渍、缺口等。在五金行业、包装行业等领域,这种检测对于确保产品质量和客户满意度至关重要。
印刷品质检测:在汽车电子、电子产品等领域,CCD视觉检测设备用于检测面板、标签、电路板等印刷品的印刷质量,如字符清晰度、颜色一致性等。 鹰潭质量检测视觉检测设备有哪些智能CCD识别,保障产品完美无瑕。

视觉检测设备将与其他技术相结合,实现更多功能和应用。例如,与机器人技术结合,可以实现自动化的产品检测和处理;与物联网技术结合,可以实现设备的远程监控和管理;与大数据分析技术结合,可以实现对生产数据的深度挖掘和分析。CCD视觉检测设备将成为工业自动化和质量控制的重要组成部分,推动行业的发展和进步。随着制造业的智能化和自动化程度的提高,对产品质量的要求也越来越高。CCD视觉检测设备能够实现高效、准确的产品检测,提高生产线的质量控制水平,为企业提供竞争优势。
综上所述,未来CCD视觉检测设备将实现更高的分辨率、更快的响应时间和更智能的算法。它将成为工业自动化和质量控制的重要组成部分,推动行业的发展和进步。作为CCD视觉检测设备技术人员,我们应不断学习和创新,跟随行业的发展趋势,为企业提供更好的产品和服务。
视觉检测设备,得益于其模块化设计,展现出了极高的灵活性与适应性。企业面对多样化的检测需求时,无需受限于单一设备的功能范畴,而是可以像搭积木一般,根据实际需求精心挑选并组合不同的检测模块和算法。这种个性化的定制服务,确保了设备能够准确匹配企业的特定应用场景,无论是精密的电子元件检测,还是复杂的食品包装质量把控,都能游刃有余。同时,技术的日新月异推动着视觉检测设备不断进化,新功能的加入与性能的优化,进一步拓宽了其应用范围,为更多行业带来了高效、准确的自动化检测解决方案。CCD视觉科技,助力企业品质升级。

视觉检测设备的优点主要体现在以下几个方面:
一、高效性快速检测:视觉检测设备利用高速相机和先进的图像处理算法,能够在极短的时间内完成大量样本的检测,有效缩短检测周期,提高生产效率。连续工作能力:设备能够保持长时间稳定运行,持续进行高效检测,避免了人工检测中的疲劳和中断问题。
二、高精度与高准确性高精度识别:视觉检测设备通过高精度的摄像头和先进的算法,能够捕捉到微小的细节变化,如划痕、污渍、破损等,确保检测的准确性。智能化分析:结合人工智能和图像处理技术,设备能够自动对检测结果进行深度分析,减少人为判断的主观性和不确定性。 CCD视觉科技,领衔智能制造新潮流。宁波ccd工业自动化视觉检测设备费用是多少
该设备稳定性强,能在复杂环境下准确完成检测任务。南通ccd工业视觉检测设备
红外与热成像设备:利用红外光或热辐射进行扫描,能够检测物体的热特性和红外图像。在夜视、热成像、生物医学等领域有广泛应用,并能检测隐蔽热源和异常温度。
X射线与超声波设备:X射线视觉检测设备通过穿透物体来检测内部结构,而超声波设备则利用超声波束扫描物体以获取内部结构和缺陷信息。这些设备在安检、医学影像、材料检测等领域发挥重要作用。
线扫描与面阵相机:线扫描相机适用于长物体或快速运动物体的检测,通过连续扫描获取图像;面阵相机则具有高分辨率和灵敏度,适用于静止或缓慢移动物体的高精度检测。
立体视觉系统:利用多台摄像机同时捕捉目标物体,通过三维重建算法获取物体的立体信息,广泛应用于机器人导航、自动驾驶等领域。这些分类涵盖了视觉检测设备的主要技术和应用方向,满足了不同行业和场景的检测需求。 南通ccd工业视觉检测设备
在纺织服装行业,它可以对布料的瑕疵、色差、图案完整性进行检测,提高纺织品的品质;在光伏产业,能够对太阳能电池片的裂纹、断栅、隐裂等缺陷进行高效检测,提升光伏组件的发电效率和使用寿命;在物流行业,视觉检测设备可以实现对包裹的尺寸测量、条码识别、外观检测,提高物流分拣的效率和准确性;在农业领域,视觉检测设备可以对农产品的品质进行分级,识别果实的成熟度、病虫害情况,助力农业现代化发展。从精密制造到民生保障,从传统工业到新兴产业,视觉检测设备正以其强大的技术适应性和广泛的应用价值,深度融入各行各业的发展脉络,成为推动产业升级的重心力量。工业视觉检测可大幅提升产线检测速度,满足高速连续生产需求。苏州工业...
- 襄阳ccd视觉检测设备批发厂家 2026-07-17
- 安阳工业视觉检测设备厂家 2026-07-17
- 新乡ccd视觉检测设备维修 2026-07-16
- 鹤壁光学视觉检测设备价格 2026-07-16
- 驻马店筛选机视觉检测设备生产厂家 2026-07-16
- 宁德自动化视觉检测设备生产厂家排名 2026-07-15
- 南阳工业视觉检测设备价格 2026-07-15
- 恩施品检视觉检测设备批发厂家 2026-04-22
- 厦门自动化视觉检测设备生产厂家排名 2026-04-22
- 信阳光学视觉检测设备联系电话 2026-04-21



- 嘉兴筛选机视觉检测设备厂家 2026-04-18
- 杭州工业视觉检测设备厂家供应 2026-04-17
- 黄冈品检视觉检测设备价格 2026-04-17
- 九江工业视觉检测设备维修 2026-04-16
- 漯河质量视觉检测设备厂家 2026-04-16
- 南平质量视觉检测设备价格 2026-04-15




- 驻马店筛选机视觉检测设备生产厂家 07-16
- 宁德自动化视觉检测设备生产厂家排名 07-15
- 南阳工业视觉检测设备价格 07-15
- 恩施品检视觉检测设备批发厂家 04-22
- 厦门自动化视觉检测设备生产厂家排名 04-22
- 信阳光学视觉检测设备联系电话 04-21
- 湖州自动化视觉检测设备设备厂家 04-21
- 十堰ccd视觉检测设备故障维修 04-19
- 宁波ccd视觉检测设备报价 04-19
- 九江品检视觉检测设备故障维修 04-18