封头的制作要求有哪些呢?下面封头生产厂家来给大家介绍一下。1、封头的制造、检验与验收除应符合本标准规定外,还应复合图样或订货技术协议要求。2、封头制造单位应建立健全复合压力容器监察机构有关法规要求的质量体系,以确保封头质量。3、封头的拼焊应由持有相应资格的“锅炉压力容器焊工合格证书”的人员担任。4、封头的无损检测应由持有相应种类和技术等级的“锅炉压力容器无损检测人员资格证”的人员担任。对分析设计的封头进行无损检测的人员,其技术等级不得低于Ⅱ级。5、凡制造封头的钢板应有用以检测和追踪的确认标记。在制造过程中,如原有确认标记倍裁掉或钢板分成几块,应与钢板切割前完成标记的移植。确认标记的表达方式由封头制造单位规定。6、对于有防腐要求的不锈钢以及复合钢板制封头,不得在防腐蚀面采用硬印作为材料的确认标记和焊工标志。7、对于低温压力容器用封头及需进行疲劳分析设计的封头。温州浩邦金属制品有限公司致力于提供 锥形封头设备,欢迎您的来电!内蒙古反应釜锥形封头高度

不锈钢封头成型方式不锈钢封头作为一种重要的管道连接件,广泛应用于化工、石油、医药、食品等行业。它的成型方式直接影响着不锈钢封头的质量和使用寿命。本文将为您介绍不锈钢封头的成型方式,以及相关的制作主题和内容,帮助您了解不锈钢封头的制作过程和关键亮点。不锈钢封头的成型方式主要包括冷加工和热加工两种方法。下面将详细介绍这两种方式的特点和应用场景。1.冷加工方式冷加工方式是指在室温下对不锈钢材料进行成型加工。它具有以下几个亮点:(1)适用范围广:冷加工方式适用于各种类型的不锈钢材料,包括不锈钢板、不锈钢管等。(2)精度高:冷加工方式可以保证不锈钢封头的尺寸精度和表面质量,满足各种精密的工程要求。(3)成本较低:相比热加工方式,冷加工方式的设备和工艺要求相对简单,成本较低。2.热加工方式热加工方式是指在高温下对不锈钢材料进行成型加工。它具有以下几个亮点:(1)适用于大尺寸封头:热加工方式适用于制作大尺寸的不锈钢封头,能够满足特殊工程的需求。(2)制作周期短:热加工方式可以快速完成不锈钢封头的成型,提高生产效率。(3)适用于特殊材料:某些特殊材料只能通过热加工方式进行成型,如高温合金等。天津筒体锥形封头制造厂家抛光锥形封头设备,就选温州浩邦金属制品有限公司,用户的信赖之选,有想法的不要错过哦!

不锈钢冷加工封头为什么会有磁性?不锈钢材料宜用冷成形。但是奥氏体不锈钢是没有磁性,经过冷加工的奥氏体不锈钢却会产生或强或弱的磁性,特别是对不锈钢封头、弯管、深冲件等加工程度较大的产品。这是因为常用的奥氏体不锈钢的基本组织大多为亚稳奥氏体,因此被称为亚稳定奥氏体不锈钢。当亚稳定奥氏体不锈钢冷成形时,部分奥氏体会发生马氏体转变,并与原奥氏体保持共格,以切变方式在极短时间内发生的无扩散相变,称为致生马氏体相变或形变诱导马氏体相变;不锈钢中马氏体一般有体心立方结构的α’马氏休和密集六方结构的ε马氏体二种形态,其中α’马氏体具有磁性,ε马氏体无磁性,但只有镍铬含量较高时,才产生ε马氏体。因此常用不锈钢中的部分组织由奥氏体转变为马氏体时,就会产生磁性。奥氏体的稳定性由其化学成份决定,加工引起的马氏体化还与加工的激烈程度有关。对象食品等一般用途,磁性不会对使用有影响,因此国内外一些标准都允许存在,对于磁性的表现形式----当量铁素体含量(铁素体有磁性),在美国的ASME标准原子能卷(Ш卷)中,当使用温度<427℃,允许铁素体含量3%~7%;当使用温度≧427℃,允许铁素体含量≧5%(计算方法为WRC图)。在我国。
不锈钢标准封头生锈的原因可能是多方面的。首先,它的表面可能受到了各种污染物的侵蚀,比如空气中的灰尘、油脂或者其他化学物质。这些污染物会在封头的表面形成一层薄薄的膜,阻碍了氧气与金属表面的接触,导致了氧化反应的减缓。这种缺乏氧气的环境容易导致封头表面的金属氧化,从而产生锈迹。其次,如果不锈钢标准封头长时间暴露在高湿度的环境中,也容易引起生锈。湿度高会导致空气中的水分接触到金属表面,形成氧化反应。尤其是如果环境中存在盐分或者其他腐蚀性物质,会加速金属的氧化过程,使封头表面出现更明显的锈迹。为了避免不锈钢标准封头生锈,我们可以采取一些预防措施。首先,尽量避免暴露在高湿度的环境中,尤其是在有盐分或者腐蚀性物质的场所。其次,在使用和存放时要保持封头的表面清洁,定期清理污垢和污染物,避免形成阻碍氧气接触的膜。另外,可以考虑使用一些防锈剂或者进行表面处理,提高不锈钢封头的抗腐蚀性能。总之,不锈钢标准封头生锈是由于表面受到污染物侵蚀或长期暴露在高湿度环境中,导致氧化反应的发生。通过了解生锈的原因,并采取相应的预防措施,可以有效延长封头的使用寿命,提高其抗腐蚀性能。 锥形封头设备,就选温州浩邦金属制品有限公司,让您满意,期待您的光临!

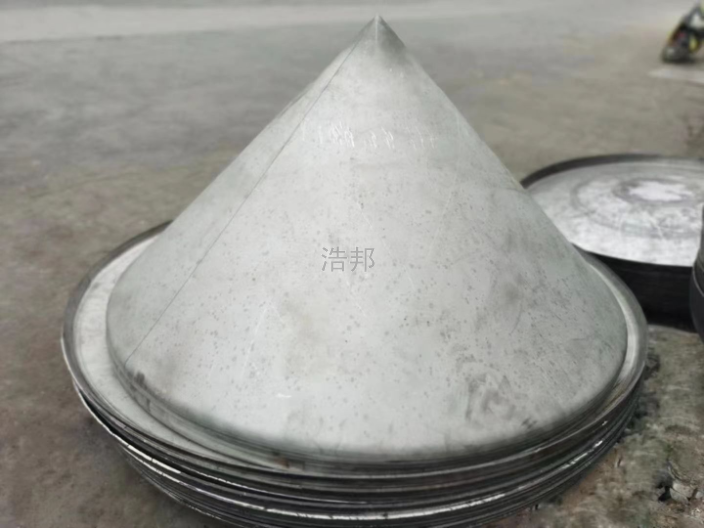
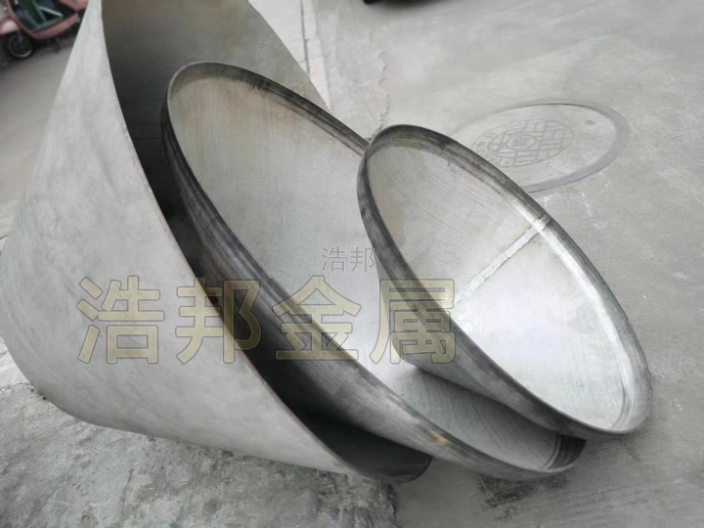
锥形封头有哪些特点作用呢?锥形封头是容器的一个部件,是以焊接方式连接筒体。根据形状的不同,可分为球形、椭圆形、碟形、球冠形、锥壳和平盖等几种,其中球形、椭圆形、碟形、球冠型封头又统称为凸形封头。锥形封头在焊接上分为对焊封头,承插焊封头。用于各种容器设备,如储罐、换热器、塔、反应釜、锅炉和分离设备等。特点是可使介质通过时均匀改变速度,便于卸净粘稠液体和含固体颗粒物料,但力学性能较差,在与圆筒或接管连接处因形状突变产生的不连续应力较大。为了降低不连续应力,可在锥壳的大端或小端采用圆弧过渡的有折边结构或局部增厚结构。锥形封头的用途:锥形封头锥体的主体部分在内压作用下,较大薄膜应力发生在大端。锥体和圆筒部分连接处,由于几何不连续性,曲率半径突变,因此该处会产生较大的横向推力,引起较大边缘应力,容易发生弯曲,故需加强。与此同时,封头锥形不锈钢封头此处局部薄膜应力可能会出现超出其边缘效应的分布范围,因而为了确保安全,取应力强度控制在以内。封头对大端,任何情况下加强段的厚度不得小于相连接的锥壳厚度;对小端,任何情况下加强段的厚度不得小于相连接的锥壳厚度。锥形封头设备,就选温州浩邦金属制品有限公司,用户的信赖之选,欢迎您的来电!江西抛光锥形封头
温州浩邦金属制品有限公司为您提供 抛光锥形封头设备,有想法的不要错过哦!内蒙古反应釜锥形封头高度
锥形封头制造通用工艺规程1范围、拼板、焊接、成形、检验等的方法和要求。2总则封头的制造除符合本规程的规定外,还应遵守国家颁布的有关法令、法规、标准、和其它相应规程和图样及工艺文件的要求。3材料,并附有钢板生产单位的钢材质量证明书和确认标记。二类及无类压力容器的封头的材料质量证明书项目齐全,实物标志清楚,可不复验。若材料质量证明书项目不齐全或齐全但实物标志不清楚者,必须复验合格。并与实物标志相符,且经本公司复验合格。4制造检验流程。如需拼接时,封头各种不相交的拼焊焊缝中心线间距离至少应为封头钢材厚度的3倍,且不小于100㎜。当封头由瓣片和顶圆板拼接制成时,接头方向只允许是径向和环向的,中心顶圆板直径应小于1/2DN。不得拼接。(外协成形封头下料尺寸按外协厂家要求)划线,采用机械加工、等离子切割或氧乙炔焰气割等方法进行下料和切割坡口,切割后必须去净割瘤、飞溅、毛刺及氧化层,并用砂轮打磨呈金属光泽,坡口表面不得有裂纹、分层、夹渣等缺陷。内蒙古反应釜锥形封头高度