近日,一项名为反压冲孔平底封头的创新技术正在工业制造领域引发关注。该技术源自国内科研机构,其独特的冲孔工艺和封头技术被广泛应用于各种工业制造领域,为提升生产效率、降低成本、增强产品质量提供了新的解决方案。反压冲孔平底封头技术是一种先进的金属加工方法,通过精确控制冲孔过程和封头形状,实现高精度、高质量的零件制造。与传统的冲孔工艺相比,反压冲孔平底封头技术具有更高的生产效率和更低的材料浪费,同时能够制造出更复杂的零件形状,满足各种工业需求。据了解,反压冲孔平底封头技术的主要在于使用一种特殊的冲头和模具设计,能够在冲孔过程中实现对材料的精确控制。通过这种技术,可以在短时间内完成高质量的冲孔作业,而且无需使用大量的劳动力。此外,该技术还能够大幅度降低废料和能源的消耗,为工业制造领域带来明显的经济效益和环保效益。目前,反压冲孔平底封头技术已经被广泛应用于汽车、航空航天、电子设备、建筑等领域。例如,在汽车制造业中,该技术被用于制造各种高精度零件,如油箱、发动机部件等。在建筑领域,反压冲孔平底封头技术则被用于制造各种金属结构件,如桥梁、高层建筑的支撑结构等。温州浩邦金属制品有限公司致力于提供 锥形封头设备,有想法的可以来电咨询!安徽化工锥形封头厂家直销

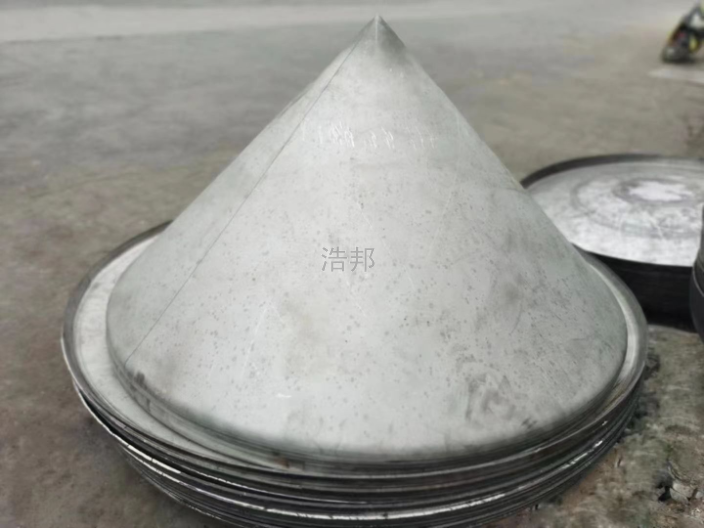
锥形封头的参数及应用领域:应用于许多化工设备(如蒸发器,喷雾干燥器,结晶器及沉降器等)的底盖,锥壳大端连接处的Q值图中间值用内插法。加强区长度,锥壳加强段的长度L1不应小于;圆筒加强段的长度L不应小于。2.锥体小端锥体小端与圆筒连接时,小端锥壁厚设计:以p/([s]tj)与半顶角a的值,查确定锥壳小端连接处的加强图,锥壳小端连接处的Q值图当其交点位于曲线之上方时,不必局部加强。计算壁厚d的计算同大端。当其交点位于图中曲线下方时,则需要局部加强。其计算壁厚的公式为式中Dis-锥体小端内直径,mm;Q-应力增值系数,由确定锥壳小端连接处的Q值图查出。在任何情况下,加强段的厚度不得小于相连接的锥壳厚度。锥壳加强段的长度L1不应小于;圆筒加强段的长度L不应小于。3.无折边锥壳的厚度当无折边锥壳的大端或小端,或大、下端同时具有加强段时,应分别按式(4-32)、(4-33)、(4-34)分别确定锥壳各部分厚度。若整个锥形封头采用同一厚度时,应取上述各部分厚度中的大值作为封头的厚度。㈡折边锥形封头或锥形筒体采用带折边锥体作封头或变径段可以降低转角处的应力集中。根据半顶角的大小,分为三种情况:当锥体大端的半顶角a>30°时,应采用带过渡段的折边结构。四川外包锥形封头源头工厂温州浩邦金属制品有限公司是一家专业提供 锥形封头设备的公司,有需求可以来电咨询!
锥形封头制造通用工艺规程1范围、拼板、焊接、成形、检验等的方法和要求。。2总则封头的制造除符合本规程的规定外,还应遵守国家颁布的有关法令、法规、标准、和其它相应规程和图样及工艺文件的要求。3材料,并附有钢板生产单位的钢材质量证明书和确认标记。、二类及无类压力容器的封头的材料质量证明书项目齐全,实物标志清楚,可不复验。若材料质量证明书项目不齐全或齐全但实物标志不清楚者,必须复验合格。,并与实物标志相符,且经本公司复验合格。4制造检验流程。,如需拼接时,封头各种不相交的拼焊焊缝中心线间距离至少应为封头钢材厚度的3倍,且不小于100㎜。当封头由瓣片和顶圆板拼接制成时,接头方向只允许是径向和环向的,中心顶圆板直径应小于1/2DN。,不得拼接。(外协成形封头下料尺寸按外协厂家要求)划线,采用机械加工、等离子切割或氧乙炔焰气割等方法进行下料和切割坡口,切割后必须去净割瘤、飞溅、毛刺及氧化层,并用砂轮打磨呈金属光泽,坡口表面不得有裂纹、分层、夹渣等缺陷。
锥形封头锥体的主体部分在内压作用下,比较大薄膜应力发生在大端。锥体和圆筒部分连接处,由于几何不连续性,曲率半径突变,因此该处会产生较大的横向推力,引起较大边缘应力,容易发生弯曲,故需加强。对大端,轴向弯曲应力为主要控制因素,且属二次应力,所以应力强度控制在内;对小端,由于小端与圆筒连接处的应力状况主要为平均周向拉应力和平均径向压应力,属局部薄膜应力,所以应力强度可以控制在内,但由于此处局部薄膜应力有可能超越边缘效应的分布范围,为安全起见,取应力强度控制在以内。对大端,任何情况下加强段的厚度不得小于相连接的锥壳厚度,加强段长度应不小于,圆筒加强段长度应不小于。对小端,任何情况下加强段的厚度不得小于相连接的锥壳厚度,锥壳加强段长度应不小于,圆筒加强段长度应不小于。温州浩邦金属制品有限公司为您提供 锥形封头设备。

随着工业领域的发展和进步,不锈钢封头作为一种专业的管道封堵产品,正在越来越多地被应用在各种工程项目中。其高效、耐用的特性,以及易于安装和维修的优势,使得不锈钢封头在短时间内成为了行业内的主要解决方案。不锈钢封头是一种无毒、无味、环保的管道封堵产品,适用于各种规格和材质的管道。其独特的结构设计使得它能够紧密地贴合管道,从而有效地防止气体或液体的渗漏。与此同时,不锈钢封头的耐腐蚀性和耐高温性也很好,可以在各种复杂的环境条件下保持其原有的性能。与其他传统的封堵产品相比,如盲板、管帽、堵头等,不锈钢封头具有更多的优势。首先,它的使用寿命更长,无需频繁更换,从而降低了使用成本。其次,不锈钢封头的安装和维修非常方便,可以快速有效地解决管道封堵问题。再次,不锈钢封头对环境的影响很小,不会产生任何有害物质,从而保证了操作人员的健康和安全。除了在工业领域得到广泛应用外,不锈钢封头还在建筑、医疗、食品等行业发挥了重要作用。例如,在建筑领域,不锈钢封头被用来封堵水管、气管等各类管道,防止气体或液体的渗漏;在医疗领域,不锈钢封头被用来封堵各种医疗器械,如输液管、导管等,从而有效地防止了医源性问题的发生。抛光锥形封头设备,就选温州浩邦金属制品有限公司,用户的信赖之选,欢迎您的来电哦!天津Q235B锥形封头生产厂家
温州浩邦金属制品有限公司致力于提供 抛光锥形封头设备,有需要可以联系我司哦!安徽化工锥形封头厂家直销
下面我们来说一下碳钢锥形封头出现裂纹的原因吧!1、化学成分的影响依据相关资料公式盘算可知316,310的△值分别为+、+。2、加工变形量的影响封头在冷旋压进程中,资料的变形量较大翻边部位可达百分之40以上依据相关资料介绍Cr-Ni不锈钢冷加工对导磁率的影响发生马氏体组织的含量随化学成分的增加而削减随冷加工变形率的变大而增加。3、焊接的影响在等强度原则下选用焊接工艺焊接热影响区的晶粒长大使其塑性下降焊接缺陷中的尖锐缺口在旋压进程中被拉裂,都使其机能低于母材而首先发生裂纹。解决方法:1、提升化学成分即在不改酿成形工艺的情况下可改用更好的资料。2、提高封头的加工温度实行温旋压工艺。3、改变应变巨细依据资料介绍即从Cr-Ni不锈钢冷加工对到导磁率的影响可以看出在变形量百分之。可以在变形较大区域增加压制次数,控制每次变形量在百分之。4、热处置固溶处置能消除马氏体恢复机能。5、提高焊接质量在旋制进步行探伤检查消除内外部缺陷。选用适合的焊接工艺,提高焊接接头力学机能减小热影响区。安徽化工锥形封头厂家直销