- 品牌
- 健坤
- 型号
- 可咨询
焊接工艺:焊接环境温度低于10℃,母材必须预热,预热温度必须大于50℃。模具、母材夹紧后,放置稳妥,将金属隔离片置于模具内。隔离片规格应与模具适配。焊剂装填完毕,将引燃剂均匀撒在焊剂表面靠近引模唇内侧及模唇处,尽量保持焊剂表面与模唇处引燃剂的连续,不得将焊剂和引燃剂调和。加入焊剂和引燃剂后,模具不得倾斜或振动,防止金属隔离片偏移造成漏粉。点火焊接。模盖开口处应朝向空旷位置,不得朝向施工人员及其他易燃物品。不锈钢复合接地材料的连接方式,就找四川健坤科技有限公司。航天不锈钢复合接地材料什么价格
不锈钢复合材料焊接要求:不锈钢复合材料之间的连接必须采用放热焊接,放热焊接产品除满足相关标准要求外,还需满足如下要求:1、放热焊接配套产品:模具、模夹、熔粉(包括相应的引火粉、垫片))、工具箱。2、模具:模具材质光滑细腻,耐高温;无破损,满足放热焊接工艺。3、其他产品:根据不同的焊接型式,选用相应的模具和熔粉,模夹应配合相应的模具使用,应满足放热焊接工艺需求。4、放热焊接接头:表面光滑,没有大块焊渣存在,无贯穿性气孔,表面不允许有夹渣及裂纹;带放热焊接头材料的直流电阻不大于规格尺寸均相同的原材料直流电阻的1.05倍。铁路不锈钢包钢复合接地体生产厂家不锈钢复合接地材料产品结构,就找四川健坤科技有限公司。

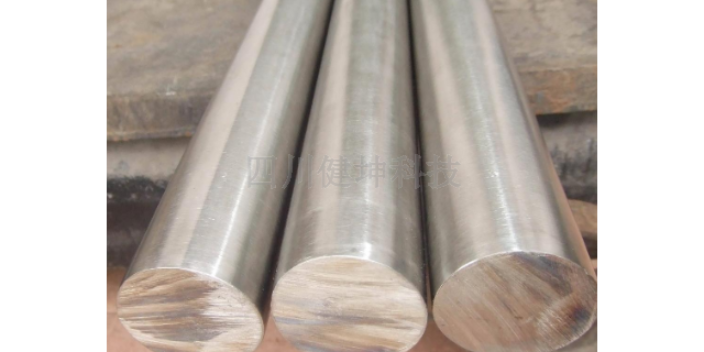
不锈钢/碳钢复合板,即不锈钢复合板。其实一种以碳钢基层与不锈钢覆层结合而成的复合板钢板,主要特点是碳钢和不锈钢之间形成了稳固的冶金结合。不锈钢复合板比较常使用的基层材料有Q235B、Q345R、20R等各种普通碳素钢和专门使用钢;覆层材料有304/316L、1Cr13和双相不锈钢等各种牌号的不锈钢,其占复合板厚度为10%~30%。不锈钢复合焊接工艺主要有以下3种:爆破炸裂、叠轧、堆焊、浇注焊接。不锈钢/碳钢复合板爆破炸裂焊接的主要工艺流程:①打磨基层材料的表面,除去金属表面的氧化皮和污垢.同样要清洁和护理面板的表面。
目前,国家电网输电线路常用的接地材料为铜材、镀锌钢和镀铜钢,这类材料耐酸碱腐蚀性差,对阴极保护造成困扰,且存在污染水土资源等缺点,不能满足接地装置全周期寿命要求。在欧美发达国家,耐腐蚀好、环保接地材料已逐步取代镀锌、镀铜钢近年来,国家电网研发出一种新型耐腐蚀接地网材料即不锈钢包钢复合材料,是由较优碳素钢专门使用线材和特制专门使用不锈钢管两部分组成,具有电阻率低、耐受冲击性强、耐腐蚀性强等诸多优点,其生产制造过程全部采用物理工艺,对大气、水、土壤无污染,完全符合国网公司二型一化的要求,已在国内部分区域高压输电线路接地装置推广使用。不锈钢复合接地材料施工方法,就找四川健坤科技有限公司。

使用点火器具、喷灯等点燃模唇处引燃剂,点燃时施焊人员位置与焊剂喷溅方向保持一定角度和距离,并佩戴焊接用防护手套、口罩和护目镜。点火后经15s~20s后熔敷金属开始凝固,应在金属凝固后保持10s以后方可开模,以避免过早开模造成接头裂纹,如在冬季施工,保持时间应酌情延长。连续多次作业,每次焊接后应进行模具清理,模具过热时应及时进行静置冷却。焊接过程中如发生熔敷金属外流,如接头缺肉,则接头必须报废。将报废接头切除,重新清理母材后方可焊接,严禁在报废接头上添加焊剂二次焊接。不锈钢复合接地材料抗拉强度,就找四川健坤科技有限公司。铁路不锈钢包钢复合接地体生产厂家
不锈钢复合接地材料不耐腐蚀,就找四川健坤科技有限公司。航天不锈钢复合接地材料什么价格
耐腐蚀特性:接地装置中的I类接地体、极尖等部件均应耐受一般中性及中等酸碱性土壤的腐蚀,其年平均腐蚀率应不大于0.008mm/a。接地装置中的II类接地体、极尖等部件应耐受强酸性土壤、强碱性土壤和盐渍土壤的腐蚀,其年平均腐蚀率应不大于0.01mm/a,且不应出现点腐蚀现象。接地装置中的I类接地体放热焊接接头部分均应耐受一般中性及中等酸碱性土壤的电偶腐蚀,其年平均腐蚀率应不大于0.08mm/a。接地装置中的II类接地体放热焊接接头部分均应耐受强酸性土壤、强碱性土壤和盐渍土壤的电偶腐蚀,其年平均腐蚀率应不大于0.1mm/a,且不应出现点腐蚀现象。航天不锈钢复合接地材料什么价格

- 西藏不锈钢复合接地材料哪里买 2024-09-06
- 四川不锈钢包钢接地引下线市场价 2024-09-05
- 德阳不锈钢包钢复合接地体商家 2024-09-02
- 云南不锈钢包钢接地引下线报价 2024-09-02
- 云南不锈钢复合接地材料厂家批发价 2024-08-30
- 重庆不锈钢复合接地材料批发 2024-08-30
- 自贡不锈钢包钢接地引下线市场价 2024-08-29
- 泸州不锈钢包钢接地引下线报价 2024-08-25