
- 品牌
- 阔启
- 型号
- 通用
- 产地
- 昆山
- 是否定制
- 是
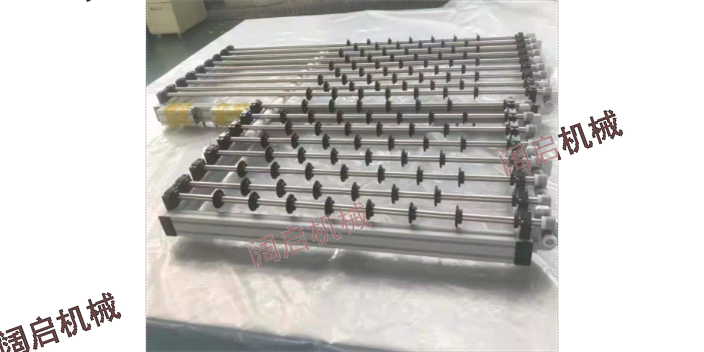
什么是T型导轨,新人不太懂,麻烦大神解答一下?日本采用加工后每米导轨的重量作为规格区分,比如8kg,13kg导轨。中国电梯用T形导轨采用国标GB/T22562—2008《电梯T形导轨》,严格的导轨命名如:GB/T22562一T89/B。可见导轨命名巾有四个要素:要素:标准编号并存其后加“一”;第二要素:导轨形状“T”;T形导轨的主要尺寸第三要素:导轨背部宽度的圆整值,必要时带有相同宽度背部但不同部面的编号,如:45、50、70、75、78、82、89、90、114、125、127一1、127一2、140一1、140一2、140一3。第四要素:加工工艺,/A为冷拔加工,/B为机械加工,/BE为高质量机械加工。导轨的主要参数见右图T形导轨主要尺寸及下表T形导轨主要尺寸及公差。表中所列为常见导轨而T82/B更是行业尺寸,与旧的电梯T形导轨标准J65072.1—1996中所规定的尺寸有所不同。FPDTFT-LCD液晶玻璃面板输送带的主要结构有哪些?***滚轴公司
滚轴
作为自动导向装置,不锈钢导轨都有哪些性能?机电一体化系统中的导向装置一般是指导轨,导轨由运动件和承导件组成。各种机械运行时,由导轨副保证执行件的正确运动轨迹。并且导轨副也影响着执行件的运动特性。导轨作为导向装置,应当具有下列性能:(1)导向精度主要指导轨运动轨迹的精确度。影响导向精度的主要因素有:导轨的几何精度和接触精度,导轨的结构形式,导轨及其支承件的刚度和热变形,静(动)压导轨副之间的油膜厚度及其刚度等。(2)精度保持性主要由导轨的耐磨性决定。耐磨性与导轨的材料、导轨副的摩擦性质、导轨上的压强及其分布规律等因素有关。(3)刚度包括导轨自身刚度和接触刚度。主要取决于导轨的形状、尺寸与支承件的连接方式及受力状况等因素。(4)低速运动平稳性动导轨作低速运动或微量位移时易产生摩擦自激振动,即爬行现象。爬行会降低定位精度或增大被加工工件表面的粗糙度江苏性能优良滚轴厂家滚动轴承故障特征频率有什么特点?

什么叫热变形?为什么会发生变形?车削时,由于切削热的影响,使工件随温度升高而逐渐伸长变形,这就叫“热变形”。在车削一般轴类时可不考虑热变形伸长问题,但是车削细长轴时,因为工件长,总伸长量长,所以一定要考虑到热变形的影响。工件热变形伸长量可按下式计算。△L=aL△t式中a—材料线膨胀系数,1/℃;L—工件的总长,mm;△t—工件升高的温度,℃。
常用材料的线膨胀系数,可查阅有关附录表。例:车削直径为25mm,长度为1200mm的细长轴,材料为45钢,车削时因受切削热的影响,使工件由原来的21℃上升到61℃,求这根细长轴的热变形伸长量。
解:已知L=1200mm;△t=61℃-21℃=40℃;查表知,45钢的线膨胀系数a=11.59×10-61/℃根据公式(9.5)得:△L=aL△t=11.59×10-6×1200×40=0.556mm从上式计算可知,细长轴热变形伸长量是很大的。由于工件一端夹住,一端顶住,工件无法伸长,因此只能本身产生弯曲。细长轴一旦产生弯曲后,车削就很难进行。(上海阔启机械竭诚与您合作与您共同助力中国制造
想了解一下,车削不锈钢细长轴时,怎样使用中心架支承不锈钢细长轴?在车削细长轴时,可使用中心架来增加工件刚性。一般车削细长轴使用中心架的方法有:1、中心架直接支承在工件中间当工件可以分段车削时,中心架支承在工件中间,这样支承,L/d值减少了一半,细长轴车削时的刚性可增加好几倍。在工件装上中心架之前,必须在毛坯中部车出一段支承中心架支承爪的沟槽,表面粗糙度及圆柱度误差要小,否则会影响工件的精度。车削时,中心架的支承爪与工件接触处应经常加润滑油。为了使支承爪与工件保持良好的接触,也可以在中心架支承爪与工件之间加一层纱布或研磨剂,进行研磨抱合。2、用过渡套筒支承车细长轴用上述方法车削支承承中心架的沟槽是比较困难的。为了解决这个问题,可加用过渡套筒的处表面接触。过渡套筒的两端各装有四个螺钉,用这些螺钉夹住毛坯工件,并调整套筒圆的轴线与主轴旋转轴线相重合,即可车削。(上海阔启机械竭诚与您合作与您共同助力中国制造)相较于滑动轴承,滚动轴承有什么特点?
怎样通过选择刀具角度,减小车削不锈钢细长轴产生的弯曲变形?车削时产生的切削力越小越好,而在刀具的几何角度中,前角、主偏角和刃倾角对切削力的影响比较大。细长轴车刀必须保证如下要求:切削力小,减少径向分力,切削温度低,刀刃锋利,排屑流畅,刀具寿命长。
从车削钢料时得知:当前角γ0增加10°,径向分力Fr可以减少30%;主偏角Kr增大10°,径向分力Fr可以减少10%以上;刃倾角λs取负值时,径向分力Fr也有所减少。刃倾角(λs)倾角影响着车削过程中切屑的流向、刀尖的强度及3个切削分力的比例关系。
随着刃倾角的增大,径向切削力明显减小,但轴向切削力和切向切削力却有所增大。刃倾角在-10°~+10°范围内,3个切削分力的比例关系比较合理。在车削细长轴时,常采用正刃倾角+3°~+10°,以使切屑流向待加工表面。(上海阔启机械竭诚与您合作与您共同助力中国制造 不锈钢轴的化学成分都有哪些?***滚轴公司
直线轴承和滑块之间的关系。***滚轴公司
8.5代和10.5代液晶屏生产线有什么区别吗?麻烦大神给讲一下?(阔启机械邀您共同助力大国工业)液晶面板生产线世代的划分是根据玻璃基板的大小来划分的,世代的不同其主力切割的产品尺寸不同,和生产技术没有太大关系,在生产工艺上会略有不同,而生产成本上却又很大区别,比如同样是8.5代线,LTPS生产线就比LCD生产线技术,而一条6.5代的LTPS生产线所需的技术远大于一条8.5代线LCD。由于现在家庭电视尺寸一般集中在在65寸以下,虽然11代线的一块玻璃基板可以切割出更多的屏幕,但是却需要更大的设备,更大的厂房,而生产出来的屏幕却不会比同技术的8.5代线更好。另外我们知道对于面板行业,投资一条生产线动辄上百亿,11代线比8.5代线需要更高的成本,而且11代线其实更适合量产70寸左右的屏幕,就目前的市场需求来看,8.5代线已经满足了,剩下需要做的就是在8.5代线上提高屏幕的技术等级了,比如LTPS和OLED等。***滚轴公司

有人给讲讲输送线跑偏后要怎么处理吗? 在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有: (1)检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。 (2)检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左...
- 江西性能优良滚轴公司 2024-03-15
- 江苏高质量滚轴价目 2024-03-15
- 通用滚轴均价 2023-12-10
- 上海***滚轴预算 2023-12-10
- 上海***滚轴价格 2023-12-09
- 河南全新滚轴报价 2023-11-02
- 江苏品质滚轴价目 2023-11-01
- 安徽高质量滚轴价目 2023-10-29
- 河南高质量滚轴报价 2023-10-29
- 福建性能优良滚轴预算 2023-10-28








- 安徽不锈钢轴性价比 05-31
- 湖南正规不锈钢轴报价 05-30
- 正规不锈钢轴哪家好 05-30
- 南京工程LCD输送轴源头工厂 05-29
- 河南通用不锈钢轴制作厂家 05-29
- 合肥组装LCD输送轴工艺 05-28
- 浙江品质不锈钢轴制作厂家 05-28
- 江苏口碑好不锈钢轴公司 05-27
- 上海性能优良不锈钢轴价目 05-27
- 上海不锈钢轴直销价 05-26