
- 品牌
- 阔启
- 型号
- 通用
- 产地
- 昆山
- 是否定制
- 是
什么叫热变形?为什么会发生变形?车削时,由于切削热的影响,使工件随温度升高而逐渐伸长变形,这就叫“热变形”。在车削一般轴类时可不考虑热变形伸长问题,但是车削细长轴时,因为工件长,总伸长量长,所以一定要考虑到热变形的影响。工件热变形伸长量可按下式计算。△L=aL△t式中a—材料线膨胀系数,1/℃;L—工件的总长,mm;△t—工件升高的温度,℃。常用材料的线膨胀系数,可查阅有关附录表。例:车削直径为25mm,长度为1200mm的细长轴,材料为45钢,车削时因受切削热的影响,使工件由原来的21℃上升到61℃,求这根细长轴的热变形伸长量。解:已知L=1200mm;△t=61℃-21℃=40℃;查表知,45钢的线膨胀系数a=11.59×10-61/℃根据公式(9.5)得:△L=aL△t=11.59×10-6×1200×40=0.556mm从上式计算可知,细长轴热变形伸长量是很大的。由于工件一端夹住,一端顶住,工件无法伸长,因此只能本身产生弯曲。细长轴一旦产生弯曲后,车削就很难进行。(上海阔启机械竭诚与您合作与您共同助力中国制造如何保养和维护滚轮轴承?湖北正规滚轴厂家
滚轴
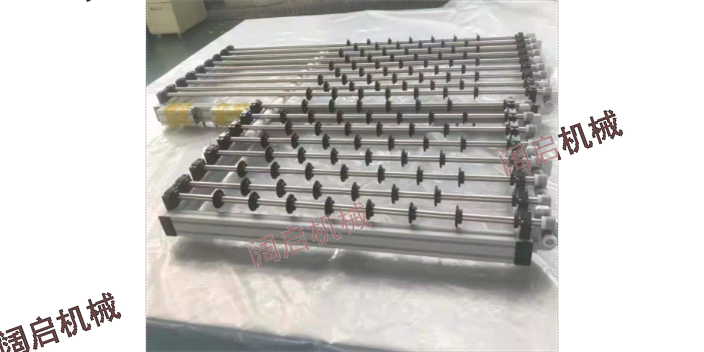
请问什么叫滚轮式输送线,它主要用于哪些行业?一种输送液晶板等大型板的滚轮式输送机.其具有多个移动轮(11),并且在机架长方向并列设置长度和所输送物G的宽度相应的长的驱动移动轮轴(10).由在各驱动移动轮轴(10)的驱动侧接近被输送物宽向的一侧边设置的轴承(5)和在靠近移动轮轴的另一端离开被输送物宽向的另一侧边的位置设置的轴承(5)两点支承各驱动移动轮轴(10),在把移动轮轴(10)的两端由设在驱动侧和从动侧的轴承伸出达到输送物宽端的规定长度状态驱动上述驱动移动轮轴(10).由从靠近另一端的轴承伸出达到被输送物宽度方向端边的规定长度的伸出梁形形成使轴承间比较大挠度和伸出端的挠度一致的驱动移动轮轴.(阔启机械竭诚与您合作邀您一同助力中国制造业)湖北正规滚轴厂家滚轮轴该承如何选型?

不锈钢导轨为什么要做润滑?导轨润滑有什么作用?润滑的主要目的是给导轨做防护导轨的防护能够防止或减少导轨副磨损,延长导轨寿命。防护装置有专门厂家生产,可以外购。导轨的防护方法很多,常见的防护罩如图所示。数控机床。尤其是在加中心进行切削时,铁屑、冷却液很多,极易进入导轨,增大导轨磨损;铁屑大时,把工作台抬起影响导轨精度,所以通常采用钢板伸缩式防护罩1)导轨润滑剂的作用(1)使导轨尽量接近液体摩擦状态下工作,以减小摩擦阻力,降低驱动功率,提高效率。(2)减少导轨磨损,防止导轨腐蚀。流动的润滑油还起到冲洗作用。(3)避免低速重载下发生爬行现象,并减少振动。(4)降低高速时摩擦热,减少热变形
不锈钢轴的加工精度要求真的很高吗?1)尺寸精度。不锈钢轴零件的尺寸精度主要是指轴直径和轴长的尺寸精度。根据应用要求,主轴颈直径的尺寸精度通常为IT6-IT9,不锈钢轴颈也可以达到IT5。通常将轴的长度指定为标称尺寸,并且可以根据使用要求为阶梯轴的每个台阶的长度赋予相应的公差。2)几何精度。轴零件通常由两个轴颈支撑在轴承上。这两个轴颈称为支撑轴颈,也是轴装配的基础。除了尺寸精度外,通常还需要支撑轴颈的几何精度(圆度,圆柱度)。对于一般精度的轴颈,几何误差应限制在直径公差范围内。当要求很高时,允许的公差值应在零件图上单独指定。3)相互位置精度。轴零件中的匹配轴颈(传动部件轴颈)相对于支撑轴颈的同轴度是它们相互定位精度的一般要求。通常,对于具有普通精度的轴,具有匹配精度的支撑轴颈的径向跳动通常为0.01-0.03mm,而高精度轴为0.001-0.005mm。另外,相互位置精度还具有内,外圆柱表面的同轴度,以及轴向定位端面和轴线的垂直度要求。滚轴的组成部分和特性;

金属件生锈是一个令人头疼的问题,那当我们遇到不锈钢轴承生锈是该怎么做呢?(阔启机械邀您共同助力大国工业)1、化学方法用酸洗膏或喷雾辅助其锈蚀部位重新钝化形成氧化铬薄膜使其重新恢复耐腐蚀能力,酸洗之后,为了去除所有的污染物和酸残留物,用清水进行适当的冲洗非常重要。一切处理后用抛光设备重新抛光,用抛光腊封闭即可。对局部有轻微锈斑的也可用1:1的汽油、机油混合液用干净抹布擦去锈斑即可。2、机械方法喷砂清理,用玻璃或陶瓷微粒喷丸清理,湮没,刷洗和抛光。用机械方法有可能擦去材料、抛光材料或湮没材料造成的污染。所有各种污染尤其是外来铁颗粒都可能成为腐蚀的来源,特别是在潮湿环境中。因此,机械清理表面比较好应当在干燥条件下进行正规清理。使用机械法只能清理其表面,不能改变材料本身的抗腐蚀能力。因此建议在机械清理后用抛光设备重新抛光,用抛光腊封闭什么是不锈钢轴的调心性能?福建性能优良滚轴报价
什么是滚动轴承的基本额定寿命?湖北正规滚轴厂家
教你3招装夹方法!提高细长轴的加工精度不是难事儿!1)双刀切削法。采用双刀车削细长轴改装车床中溜板,增加后刀架,采用前后两把车刀同时进行车削。两把车刀,径向相对,前车刀正装,后车刀反装。两把车刀车削时产生的径向切削力相互抵消。工件受力变形和振动小,加工精度高,适用于批量生产。2)采用跟刀架和中心架。采用一夹一顶的装夹方式车削细长轴,为了减少径向切削力对细长轴弯曲变形的影响,传统上采用跟刀架和中心架,相当于在细长轴上增加了一个支撑,增加了细长轴的刚度,可有效地减少径向切削力对细长轴的影响。3)采用反向切削法车削细长轴。反向切削法是指在细长轴的车削过程中,车刀由主轴卡盘开始向尾架方向进给。这样在加工过程中产生的轴向切削力使细长轴受拉,消除了轴向切削力引起的弯曲变形。同时,采用弹性的尾架前列,可以有效地补偿刀具至尾架一段的工件的受压变形和热伸长量,避免工件的压弯变形。(上海阔启机械竭诚与您合作与您共同助力中国制造)湖北正规滚轴厂家
上海阔启机械有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在上海市等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,阔启供携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
有人给讲讲输送线跑偏后要怎么处理吗? 在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有: (1)检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。 (2)检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左...
- 江西性能优良滚轴公司 2024-03-15
- 江苏高质量滚轴价目 2024-03-15
- 通用滚轴均价 2023-12-10
- 上海***滚轴预算 2023-12-10
- 上海***滚轴价格 2023-12-09
- 河南全新滚轴报价 2023-11-02
- 江苏品质滚轴价目 2023-11-01
- 安徽高质量滚轴价目 2023-10-29
- 河南高质量滚轴报价 2023-10-29
- 福建性能优良滚轴预算 2023-10-28








- 江苏口碑好不锈钢轴要多少钱 06-28
- 杭州工程LCD输送轴源头工厂 06-28
- 广州品质LCD输送轴工艺 06-27
- 苏州专业LCD输送轴源头工厂 06-27
- 上海代工LCD输送轴报价 06-26
- 苏州通用LCD输送轴设备制造 06-26
- 河南正规不锈钢轴预算 06-25
- ***不锈钢轴价格 06-25
- 南京制造LCD输送轴供应商 06-24
- 江苏正规不锈钢轴价目 06-24