
- 品牌
- 阔启
- 型号
- 通用
- 产地
- 昆山
- 是否定制
- 是
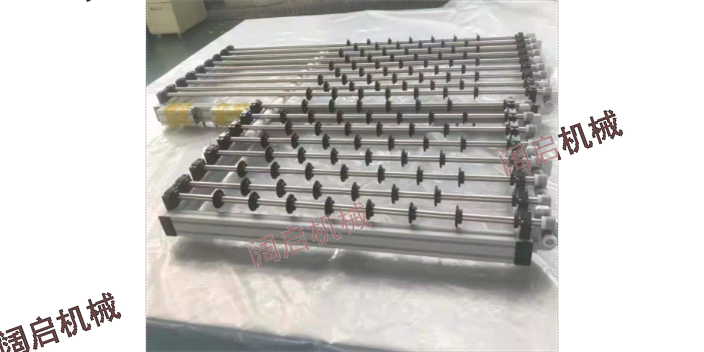
FPDTFT-LCD玻璃面板输送带的主要结构有哪些?包括机架,机架的前后两端分别设有主动轴和被动轴,机架上还设有用于驱动主动轴转动的电机,主动轴和被动轴上套装有输送带,输送带的表面均匀分布有玻璃板支撑条,玻璃板支撑条与主动轴平行,玻璃板支撑条的顶部为平面,本实用新型结构简单,设计合理,采用输送带对玻璃板进行输送,实现了玻璃板输送的机械化,提高了玻璃板的输送效率,同时结合玻璃板感应开关,对输送带上有无玻璃板以及对玻璃板的移动进行感应,并自动控制输送带的转动,实现了玻璃板输送的自动化控制,进一步提高了玻璃板的安全性,(阔启机械竭诚于您合作邀您助力大国智造)上海阔启机械滚轮轴承品质保障!上海全新滚轴报价
滚轴
金属件生锈是一个令人头疼的问题,那当我们遇到不锈钢轴承生锈是该怎么做呢?(阔启机械邀您共同助力大国工业)1、化学方法用酸洗膏或喷雾辅助其锈蚀部位重新钝化形成氧化铬薄膜使其重新恢复耐腐蚀能力,酸洗之后,为了去除所有的污染物和酸残留物,用清水进行适当的冲洗非常重要。一切处理后用抛光设备重新抛光,用抛光腊封闭即可。对局部有轻微锈斑的也可用1:1的汽油、机油混合液用干净抹布擦去锈斑即可。2、机械方法喷砂清理,用玻璃或陶瓷微粒喷丸清理,湮没,刷洗和抛光。用机械方法有可能擦去材料、抛光材料或湮没材料造成的污染。所有各种污染尤其是外来铁颗粒都可能成为腐蚀的来源,特别是在潮湿环境中。因此,机械清理表面比较好应当在干燥条件下进行正规清理。使用机械法只能清理其表面,不能改变材料本身的抗腐蚀能力。因此建议在机械清理后用抛光设备重新抛光,用抛光腊封闭滚轴制作厂家面板设备专业厂家,UPE滚轮,不锈钢轴,滚轮组。

不锈钢细长轴在加工过程中容易出现哪些问题?当工件长度跟直径直比大于20~25倍(L/d>20~25)时,称为细长轴。由于细长轴本身刚性差(L/d值愈大,刚性愈差),在车削过程中会出现以下问题:1、工件受切削力、自重和旋转时离心力的作用,会产生弯曲、振动,严重影响其圆柱度和表面粗糙度。2、在切削过程中,工件受热伸长产生弯曲变形,;车削就很难进行,严重时会使工件在前列间卡住。因此,车细长轴是一种难度较大的加工工艺。虽然车细长轴的难度较大,但它也有一定的规律性,主要抓住中心架和跟刀架的使用、解决工件热变形伸长以及合理选择车刀几何形状等三个关键技术,问题就迎刃而解了。(上海阔启机械竭诚与您合作与您共同助力中国制造)
什么叫热变形?为什么会发生变形?车削时,由于切削热的影响,使工件随温度升高而逐渐伸长变形,这就叫“热变形”。在车削一般轴类时可不考虑热变形伸长问题,但是车削细长轴时,因为工件长,总伸长量长,所以一定要考虑到热变形的影响。工件热变形伸长量可按下式计算。△L=aL△t式中a—材料线膨胀系数,1/℃;L—工件的总长,mm;△t—工件升高的温度,℃。常用材料的线膨胀系数,可查阅有关附录表。例:车削直径为25mm,长度为1200mm的细长轴,材料为45钢,车削时因受切削热的影响,使工件由原来的21℃上升到61℃,求这根细长轴的热变形伸长量。解:已知L=1200mm;△t=61℃-21℃=40℃;查表知,45钢的线膨胀系数a=11.59×10-61/℃根据公式(9.5)得:△L=aL△t=11.59×10-6×1200×40=0.556mm从上式计算可知,细长轴热变形伸长量是很大的。由于工件一端夹住,一端顶住,工件无法伸长,因此只能本身产生弯曲。细长轴一旦产生弯曲后,车削就很难进行。(上海阔启机械竭诚与您合作与您共同助力中国制造滚轮轴承发热是什么原因?

车削不锈钢细长轴时,什么是背吃刀量,进给量切削速度?对切削过程中产生的切削力的大小、切削热的多少是不同的。因此对车削细长轴时引起的变形也是不同的。粗车和半粗车细长轴切削用量的选择原则是:尽可能减少径向切削分力,减少切削热。一般在长径比及材料韧性大时,选用较小的切削用量,即多走刀,切深小,以减少振动,增加刚性。1.背吃刀量(ap)。在工艺系统刚度确定的前提下,随着切削深度的增大,车削时产生的切削力、切削热随之增大,引起细长轴的受力、受热变形也增大。因此在车削细长轴时,应尽量减少背吃刀量。2.进给量(f)。普通轴承能否作为滚轮使用?安徽口碑好滚轴价目
上海阔启从事滚轮轴生产已经近10年,一直脚踏实地,一心做好滚轮。上海全新滚轴报价
请问一下,有人给讲讲输送线跑偏后要怎么处理吗?在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:(1)检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。(2)检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。(3)检查物料在输送带上的位置。物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置。上海全新滚轴报价
上海阔启机械有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在上海市等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,阔启供携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

有人给讲讲输送线跑偏后要怎么处理吗? 在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有: (1)检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。 (2)检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左...
- 江西性能优良滚轴公司 2024-03-15
- 江苏高质量滚轴价目 2024-03-15
- 通用滚轴均价 2023-12-10
- 上海***滚轴预算 2023-12-10
- 上海***滚轴价格 2023-12-09
- 河南全新滚轴报价 2023-11-02
- 江苏品质滚轴价目 2023-11-01
- 安徽高质量滚轴价目 2023-10-29
- 河南高质量滚轴报价 2023-10-29
- 福建性能优良滚轴预算 2023-10-28








- 江苏口碑好不锈钢轴要多少钱 06-28
- 杭州工程LCD输送轴源头工厂 06-28
- 广州品质LCD输送轴工艺 06-27
- 苏州专业LCD输送轴源头工厂 06-27
- 上海代工LCD输送轴报价 06-26
- 苏州通用LCD输送轴设备制造 06-26
- 河南正规不锈钢轴预算 06-25
- ***不锈钢轴价格 06-25
- 南京制造LCD输送轴供应商 06-24
- 江苏正规不锈钢轴价目 06-24