- 品牌
- 利可智能,利凯数控
- 型号
- 卧式刀库
- 类型
- 龙门加工中心,铣削加工中心,复合加工中心,钻孔攻牙加工中心,镗铣加工中心,五轴联动加工中心,钻削加工中心,车铣加工中心,五面加工中心
- 界面语言
- 中文
- 安装方式
- 卧式,立式
- 刀具数量
- 24,20,30,32,36,40、60等可定制,8,12,14,16,4
- 动力类型
- 气动,电动,机械传动,液动
- 适用行业
- 通用,冶金,不锈钢制品,船舶,航空,电器,轻工,木工,仪表
- 作用对象
- 五金,螺纹,齿轮,刀具,工具,木材
- 产地
- 江苏
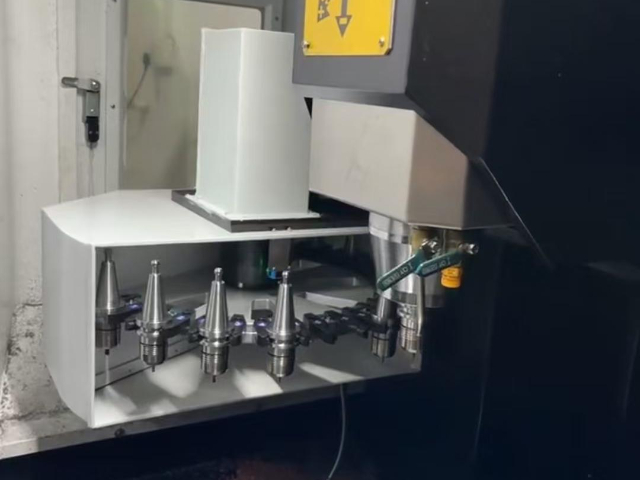
加工中心刀库在机械加工中起着举足轻重的作用。它的存在使得加工中心能够更加高效地完成各种复杂的加工任务。从结构上看,刀库通常由存储刀具的箱体、换刀机构和控制系统组成。箱体的设计要考虑刀具的尺寸和形状,以确保刀具能够安全地存储在其中。换刀机构则负责将所需刀具从刀库中取出并安装到加工中心的主轴上,这个过程需要高度的准确性和快速性。控制系统是刀库的心脏部分,它负责管理刀具的存储、调用和换刀操作。通过先进的控制系统,操作人员可以方便地选择所需刀具,并控制刀库的运行。同时,控制系统还可以实时监测刀库的状态,如刀具的数量、位置和磨损情况等,为加工过程提供准确的信息。在实际应用中,加工中心刀库的性能直接影响到加工质量和效率。一个性能良好的刀库可以快速准确地为加工中心提供合适的刀具,减少加工时间和成本。因此,在选择加工中心时,刀库的性能是一个重要的考虑因素。 金属加工中心刀库适用于五金制品加工,快速切换刀具实现各种复杂形状的加工需求。摆臂加工中心刀库

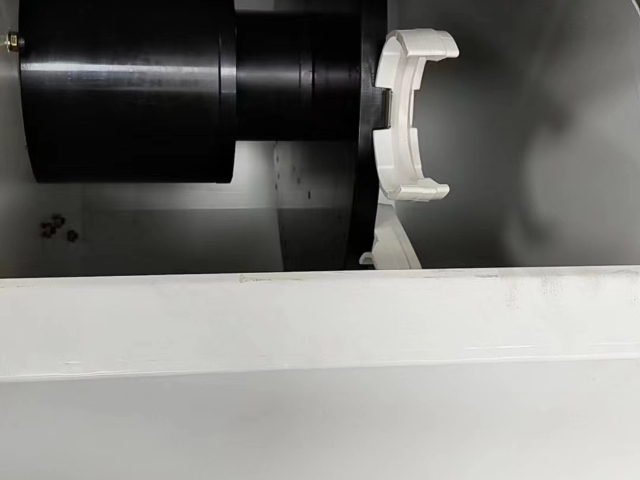
盘式刀库的换刀原理,盘式刀库,也称为ATC(AutomaticToolChanger)刀库,其刀具沿圆盘的边缘或内部排列。换刀流程如下:刀具定位:控制系统确定所需刀具的位置,通过旋转圆盘,将目标刀具对准换刀位置。刀具抓取:刀具主轴或机械臂伸入换刀位置,通过机械爪或磁力装置抓取新刀具。刀具更换:在抓取到新刀具后,主轴或机械臂将新刀具安装到主轴上,同时从主轴中取出旧刀具。刀具归位:旧刀具被送回刀库,通过旋转圆盘,将其归位至原来的位置,或根据管理策略归位至特定位置。 卧式加工中心刀库哪家有保障确保加工过程中的安全性,减少因刀具问题导致的加工中断。

利可智能金属加工中心刀库为金属加工行业带来了高效和便捷。其中,圆盘刀库、立式刀库和链式刀库各具特色。圆盘刀库以其高效的换刀速度和紧凑的结构而备受青睐。刀具在圆盘上均匀分布,通过旋转运动实现快速切换。圆盘刀库的体积小,占用空间少,适用于空间有限的加工车间。同时,它的刀具存储容量也相对较大,可以满足大部分加工任务的需求。立式刀库则展现出了它的稳重和实用性。刀具垂直存放,使得刀库的结构更加稳定,不易受到外界干扰。立式刀库的容量较大,可以存储多种不同类型的刀具。操作人员可以通过直观的标识快速找到所需刀具,提高了工作效率。链式刀库是一种大容量的刀具存储系统。它的存储容量非常大,可以满足大规模生产和长时间连续加工的需求。链式刀库通过链条的传动将刀具依次输送到换刀位置,换刀速度相对较慢,但稳定性极高。在复杂的加工环境中,链式刀库能够可靠地为加工中心提供所需刀具。利可智能金属加工中心刀库的这三种类型,为不同的加工需求提供了完美的解决方案。
换刀系统的可靠使得设备可以长期稳定运行,也依赖于所有系统的高可靠性,包括换刀系统。可靠的换刀系统减少了设备的停机时间,提高了设备的利用率,使得投资回报率更高。在高竞争的市场环境中,高效率的生产是企业竞争力的关键。可靠的换刀系统通过提高生产效率,有助于企业缩短生产周期,更快地响应市场变化,从而在竞争中占据优势。不同的换刀系统设计(如ATC自动换刀系统中的盘式、链式、辐射式等)各有其优缺点,了解每种设计的特点和可靠性记录,可以帮助你做出更明智的选择。刀库稳定性增强,助力金属加工品质提升。

链条式刀库的润滑是确保其顺畅运行的关键。定期对链条、滑轨和机械手等运动部件进行润滑,使用适合的润滑油或润滑脂,可以减少磨损,延长部件使用寿命。润滑时,应遵循制造商的推荐,确保润滑油均匀涂抹于各润滑点,避免过量或不足。此外,链条的张紧度也需定期检查和调整,确保链条既不过松也不过紧,避免运行中产生额外的摩擦或跳动。刀具定位系统的精确性直接影响加工质量,因此,定期校准刀库的定位精度,确保刀具在更换时能够准确无误地安装到主轴上,是保养工作中的重要环节。立式加工中心刀库准确定位,减少误差。 准确定位刀具,为高质量加工提供保障。斗笠式金属加工中心刀库哪个牌子性价比高
常用于模具制造,精度高,提升生产效率。 适用于各种复杂模具加工,保证质量与进度。摆臂加工中心刀库
刀库卡刀,即刀具在刀库中无法正常取出或放回,是加工中心运行中常见的故障之一,可能由多种原因造成。以下是一些可能导致刀库卡刀的主要原因:刀具夹持器故障:刀具夹持器(如机械爪、气动或液压夹紧装置)的故障或磨损,如夹紧力不足或释放机制失灵,会导致刀具无法正确抓取或释放。刀具定位不准确:刀具在刀库中的位置不准确,可能是因为刀库定位系统故障、机械部件磨损或伺服驱动器问题,导致刀具抓取或放回时位置错误,从而卡住。刀具尺寸或形状异常:如果刀具的尺寸或形状与刀库设计不符,如刀柄过长、过短或有损坏,可能会卡在刀库的刀座或夹持器中。刀库内部机械结构故障:刀库的旋转或移动部件(如链条、齿轮、导轨等)的磨损或损坏,会导致刀库运行不畅,影响刀具的正常取出和放回。控制系统故障:刀库的控制系统(如PLC、伺服控制器等)的软件错误或硬件故障,可能导致刀库运动指令错误,引起刀具卡住。刀具夹持力过大:在某些情况下,刀具被夹持得过紧,超过了正常的释放力,这可能导致刀具无法被释放或放回刀库。外部因素:如刀库内部的灰尘、切屑或其他杂质积累,可能影响刀具的正常移动,导致卡刀。 摆臂加工中心刀库

在加工中心中,换刀过程是否会影响生产效率主要取决于换刀系统的效率、新刀的准备状态以及换刀过程的自动化程度。以下是换刀时新刀可能影响生产效率的几个关键因素:换刀速度:如果换刀系统设计得当,换刀速度可以非常快,有些系统可以在几秒钟内完成换刀。快速的换刀速度意味着非生产时间的减少,从而提高了生产效率。如果换刀速度慢,这会比较明显的增加非切削时间,降低生产效率。刀具准备和状态:新刀在更换前的准备状态(如是否已经经过预调整和测量)也会影响生产效率。如果新刀具在更换前已经过预调整,可以立即投入使用,这将减少换刀后的调试时间,提高效率。反之,如果新刀具需要在更换后进行调整和测量,这将增加额外的非...
- 圆盘式加工中心刀库厂家电话 2024-12-06
- 立式圆盘金属加工中心刀库加工能力怎么样 2024-12-05
- 24刀加工中心刀库哪个用的住 2024-12-05
- 五轴联动加工中心刀库哪里有卖这个产品 2024-12-05
- 摆臂加工中心刀库 2024-12-04
- 镗铣金属加工中心刀库优惠 2024-12-04
- 本地加工中心刀库哪个牌子性价比高 2024-12-02
- 36刀加工中心刀库哪家专业 2024-11-29
- 30刀金属加工中心刀库哪家能用的住 2024-11-26
- 五轴联动加工中心刀库哪家能用的住 2024-11-26


- 钻孔攻牙加工中心刀库哪个牌子性价比高 2024-11-24
- 摆臂加工中心刀库生产厂家 2024-11-24
- 五轴联动加工中心刀库怎么买 2024-11-24
- 32刀金属加工中心刀库直销 2024-11-23
- 高性价比金属加工中心刀库生产厂家 2024-11-23
- 复合加工中心刀库一般什么价格 2024-11-22



- 精雕机斗笠式刀库国产品牌 12-22
- 精雕机斗笠式刀库哪里有卖的 12-22
- 立式斗笠刀库哪家值得推荐 12-22
- 带导轨斗笠式刀库厂家供应 12-22
- 立式斗笠式刀库国产品牌 12-22
- 推杆式斗笠式刀库解决方案 12-21
- 斗笠式刀库工艺 12-21
- 带导轨斗笠刀库商家 12-21
- 带导轨斗笠式刀库多少钱 12-21
- HSK63斗笠刀库维修 12-21