在航空航天领域,铝合金阀块广泛应用于飞机液压系统。飞机起落架收放、襟翼操控、飞行控制面调节等关键动作均依赖液压系统实现,而铝合金阀块作为液压系统重心控制部件,其性能直接关乎飞行安全。例如,在飞机起落架收放过程中,阀块需在极短时间内精确控制高压液压油流量与压力,确保起落架平稳、快速收放。航空用铝合金阀块对质量和可靠性要求近乎苛刻,需经过严格质量检测与认证,从材料选择、制造工艺到较终产品检测,每个环节都执行高标准,以应对高空复杂、严苛环境。在工业自动化生产线中,铝合金阀块在气动控制系统里发挥重要作用。例如在自动化装配生产线,阀块控制压缩空气流向与压力,驱动气缸、气爪等执行元件,完成零件抓取、搬运、装配等精细操作。通过对阀块内部流道与控制逻辑的优化设计,可实现快速、精细的动作响应,满足生产线高速、高效运行需求,同时保证动作稳定性与可靠性,降低设备故障率,提高生产效率与产品质量。集成阀块在液压系统中扮演着重心角色,是实现精细控制的关键。山东插装阀块厂家

设计流程通常从深入分析液压系统原理图与工作参数入手,设计师依据系统功能需求,初步规划阀块体上各类元件的安装位置与大致布局。随后,根据孔道内可能流过的比较大工作流量以及允许的比较大工作液流速,运用公式精确计算主级孔道与先导孔道的直径,并将计算结果圆整至标准通径值。在确定孔道直径后,进行孔道立体示意图的绘制,该示意图以直观的轴测视图形式,清晰展现各插件、孔道和油口的相对位置关系,以及孔道的连接走向,为后续详细设计与加工提供关键参考。接着,基于孔道立体示意图,开展阀块体零件工作图的设计,明确各视图安排、孔道定位尺寸标注、编号规则以及加工尺寸要求等细节,形成完整、准确的设计图纸,交付加工制造部门进行后续生产加工。西藏铝合金阀块制造阀块配合其他元件,协同构建高效液压系统。
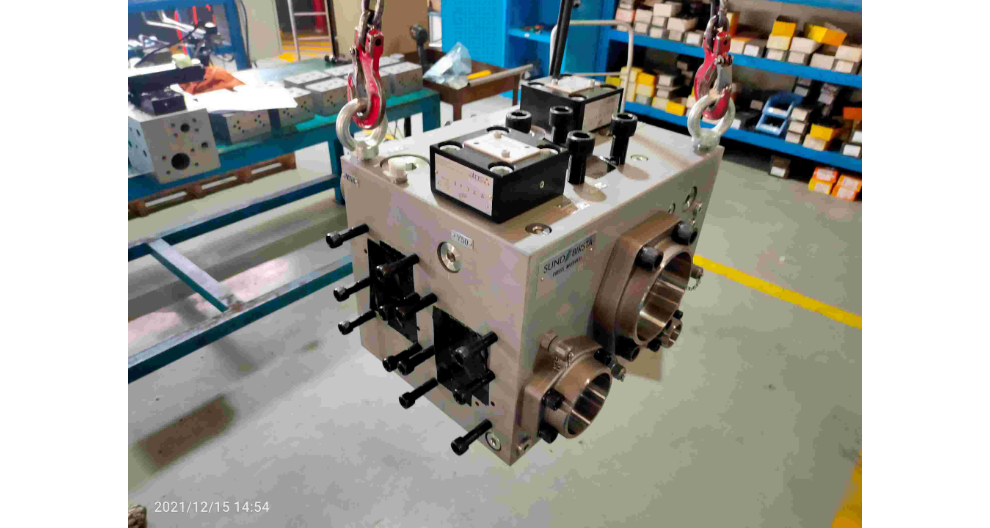
标准阀块,是将多个选定的液压控制阀件集成或组合安装在同一金属块体上,经精密加工形成内部油路孔道,从而构建起具有预定控制功能装配体的关键部件。这一金属块体,即阀块体,作为各类液压控制阀件的承载基座与油路连通的重心通道,是标准阀块的主体结构。其设计与制造需严格遵循相关标准规范,确保不同品牌、批次的阀块在接口尺寸、内部油路布局、性能参数等方面具备通用性与互换性,为液压系统的设计、安装、维护以及升级改造提供便利。
集成阀块的机械加工是保证其精度和性能的关键环节,主要包括以下工序:铣削:铣削阀块的六个表面,保证各表面的平面度和垂直度,为后续加工奠定基础。钻削:包括钻孔、扩孔、铰孔等,用于加工阀块上的螺纹孔、油道孔、定位孔等。其中,油道孔的加工精度要求较高,需要保证孔径尺寸、圆度和表面粗糙度。对于深孔和斜孔,可采用深孔钻、枪钻等**设备加工。攻丝:对螺纹孔进行攻丝加工,保证螺纹的精度和配合性能。镗削:对于一些大直径的孔或需要高精度配合的孔,采用镗削加工,以提高孔的尺寸精度和形状精度。磨削:对于要求较高的平面或导轨面,采用磨削加工,进一步提高表面的平面度和表面粗糙度。在机械加工过程中,需要严格控制加工精度,如各孔的位置度、平行度、垂直度等,以确保液压元件的正确安装和油道的顺利贯通。同时,要注意加工过程中的排屑和冷却,避免因切屑堵塞或过热而影响加工质量。集成阀块的故障诊断功能,简化了液压系统的维修和排查过程。

在机床工业中,液压系统常用于主轴驱动、进给运动、夹紧装置等的控制。集成阀块的应用可以提高机床液压系统的精度和稳定性,满足机床对加工精度和表面质量的要求。例如,数控车床的液压刀架系统采用集成阀块控制,通过集成换向阀、流量阀等元件,实现刀架的快速换刀和精确定位,提高了机床的工作效率和加工精度。此外,磨床、铣床、镗床等机床的液压系统也普遍采用集成阀块。冶金工业中的轧机、连铸机、炼钢设备等需要强大的液压动力和精确的控制,集成阀块在其中发挥着重要作用。在轧机中,液压系统用于控制轧辊的压下、平衡和调整,集成阀块将控制这些动作的液压阀集成在一起,能够快速响应轧机的工作要求,保证轧制过程的稳定性和产品质量。连铸机的结晶器振动、拉矫机等设备的液压系统也大量采用集成阀块,提高了系统的可靠性和维护便利性,适应了冶金工业高温、粉尘多的恶劣工作环境。集成阀块内部的流道优化,减少了液压油的流动阻力。上海电磁阀块公司
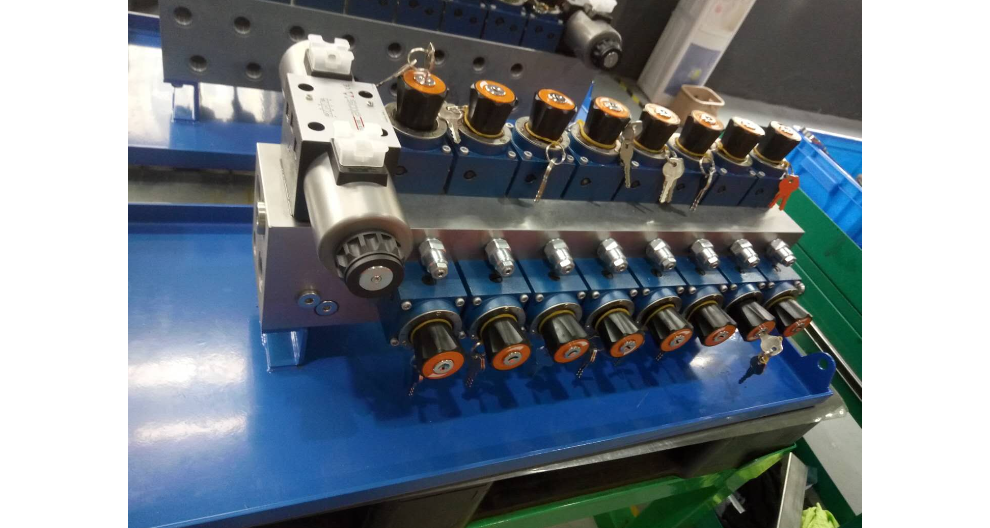
集成阀块采用标准化接口,便于与其他液压元件快速连接和更换。山东插装阀块厂家
孔道设计在标准阀块设计中占据重心地位。主级孔道设计需兼顾减小流阻损失与加工便利性,依据流量与流速计算孔道直径时,对于压力孔道,流速一般不大于 6m/s,回油孔道流速不大于 3m/s,以确保油液在孔道内顺畅流动,降低能量损耗。当主级孔道与多个插件贯通时,为减少贯通处局部流阻损失,可采用与插件孔偏贯通的方式,使主级孔道中心线与插件孔中心线偏移,通常使主级孔道中心线与插件孔孔壁相切,必要时也可适当加大孔道通径,但需遵循相关标准规定。此外,为改善深孔加工工艺性,可考虑增大孔径或采用两端钻孔对接的方法。同时,要避免在阀块体内设置复杂连接的控制孔道和三维斜孔,充分利用控制盖板内的控制孔道或采用先导控制块等特用连接体,以简化加工工艺,提高加工精度与生产效率。先导孔道直径应与相关标准规定一致,设计时还需注意避免采用倾斜孔道,若必须设置,倾斜角度应不超过 35°,并确保孔口密封良好,对于主级斜孔,需在视图上标注出因斜孔加工造成的椭圆孔口长轴尺寸。山东插装阀块厂家