- 品牌
- 洁宝通
- 型号
- 齐全
- 类型
- 旋转蒸发器,真空蒸发器,薄膜蒸发器,螺旋管蒸发器,氨蒸发器
- 操作压力
- 常压,减压,加压
- 装置方式
- 立式,卧式
低温蒸发技术在危险废物废液的处理中表现出色,废液浓缩率可高达75%,同时浓缩液中的杂质浓度也达到了80%,有效地去除了废液中的污染物。此外,该技术还成功应用于有色行业的高盐、高硬度和高氨氮废液的处理,废液浓缩倍率可达10~20,产水率高达80%~90%,且产水电导率低于50 μS/cm,完全符合软化水标准。此外,低温蒸发浓缩法同样适用于铜冶炼废液、铅锌冶炼污酸废液以及有机溶剂异丙醇浓缩等废液的处理,实现了废液的浓缩减量和达标排放。低温蒸发设备能适应不同粘度的液体,适用范围普遍。南宁废液浓缩低温蒸发浓缩系统
低温蒸发技术在工业领域的应用日益普遍,因其能够高效处理切削液、乳化液、电镀废水、含油废水以及高浓度废水等,而备受工业企业青睐。这一技术能够将这些废液净化处理成干净的常温蒸馏废水,从而有效实现废水的循环利用和环境保护。低温蒸发技术的工作原理:低温蒸发器的工作原理基于水的沸点与气压的负相关关系,通过降低气压使污水在较低温度下即可达到沸点并开始蒸发。该技术涉及多个组件,如蒸发器、冷凝器、热源供给、压力控制、缓冲水箱和真空泵等,其中低温蒸发器是主要设备,负责实现沸腾蒸发分离。宁波含酸废水低温蒸发浓缩系统除了传统行业外,新兴产业也逐渐认识到低温蒸发的重要性,并积极引入相关技术。

低温蒸发器作为一种高效、节能、环保的蒸发设备,将在未来工业发展中发挥更加重要的作用。蒸发:既然说到蒸发,就不能不提蒸发的能耗问题,在化工过程中,蒸发可以说是耗能大户。尤其是对于水的蒸发,水这种物质,比热与蒸发热都很大,无论是蒸发前的加热还是蒸发过程中的汽化都需要消耗大量的能量。理论上蒸发一吨废水需要对应消耗一吨蒸汽,成本接近200元。现在虽然说有三效蒸发或者MVR蒸发等技术,可以较大程度上降低能耗,但每吨水的蒸发成本仍然在40-70元左右。
低温蒸发器的工作原理是:将需要蒸馏的液体加入到蒸发器中,通过加热器加热,使液体中的水分蒸发。由于设备处于低温真空状态,水分更容易蒸发,而挥发性成分则被保留下来。随着水分的不断蒸发,液体的浓度逐渐提高。当达到所需浓度时,关闭加热器,将高浓度的液体排出。低温蒸发器的优点包括:能够得到高浓度的液体,处理量较大,能耗较低,操作简单方便,适用于各种类型的液体。同时,低温蒸发器也存在一些缺点:如设备成本较高,需要定期维护和保养,对于某些高粘度或固体颗粒的液体处理效果不佳。低温蒸发技术在食品加工中可保留天然色泽和风味。

低温蒸发器的技术亮点不*体现在其普遍的应用领域上,还体现在其独特的蒸发原理和节能特性上。其主要在于利用真空泵降低蒸发器内部压力,进而降低溶液的沸点,使得蒸发过程能在较低温度下进行。这一原理不*降低了能耗,还避免了高温对设备材料的腐蚀,延长了设备使用寿命。同时,低温蒸发器还采用热交换技术回收部分热能,进一步优化能源效率。在某些系统中,还采用蒸汽压缩机进一步压缩蒸汽,提高其温度和压力,使其在系统中循环使用,作为加热其他溶液的热源。精细化工领域也越来越依赖于低温蒸发,以确保产品的一致性和稳定性。深圳含酸废水低温蒸发浓缩系统
低温蒸发设备设计紧凑,便于安装和维护。南宁废液浓缩低温蒸发浓缩系统
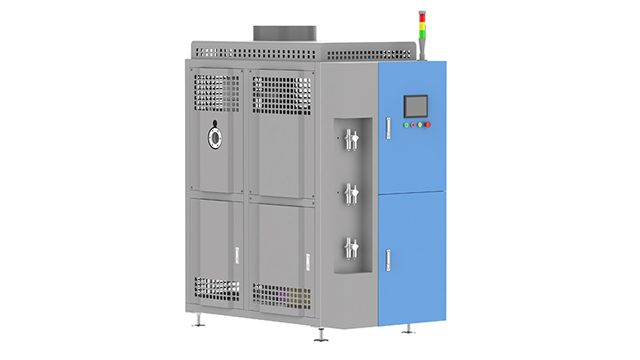
低温蒸发器的应用与优势:低温蒸发器以其独特的特点在现场发挥着重要作用。它主要依赖电能,通过压缩机提供必要的热源和热量,无需额外的外部热源或冷却水。这种节能特性使得每蒸发一吨废液只需消耗120-150度电。此外,其蒸发温度维持在28-35度之间,确保了出色的出水水质,非常适合后续处理,无论是直排还是回用。该设备占地面积小,流程简化,成为处理小量危险废液的较有效方法。整个系统可实现全自动运行,配备人机界面进行实时监控,并具备自动清洗和消泡功能,进一步优化了操作体验。南宁废液浓缩低温蒸发浓缩系统
低温蒸发器是一种普遍应用于工业废水处理、化工、制药、生物工程等领域的设备,其工作原理基于在低温条件下使液体物料发生蒸发,从而实现物料的浓缩、净化和分离。本文将详细解析低温蒸发器的工作原理,并结合具体类型如MVR低温蒸发器进行阐述,以便读者能深入理解这一高效、节能、环保的技术。低温蒸发器的工作原理首先依赖于真空负压环境,这一环境明显降低了液体的沸点,使得液体在较低的温度下即可开始蒸发。通常情况下,水在标准大气压下的沸点是100℃,但在真空状态下,沸点可降低至30多摄氏度。通过优化工艺流程,企业可以进一步提高低温蒸发设备的工作效率和产出质量。酸性清洗废液低温蒸发设备生产厂家喷漆废液按照来源可分为脱...
- 福建工业清洗液废水低温蒸发浓缩系统 2026-06-12
- 含酸废水低温蒸发设备供应商 2026-06-12
- 五金清洗液低温蒸发设备多少钱 2026-06-10
- 柳州废液低温蒸发浓缩系统 2026-06-06
- 抛光液低温蒸发设备 2026-06-06
- 废液低温蒸发浓缩系统参考价 2026-06-05
- 宁波印染废水低温蒸发结晶系统 2026-06-04
- 苏州切削液低温蒸发器 2026-06-03
- 浙江脱模剂废水低温蒸发浓缩系统 2026-06-02
- 废液浓缩低温蒸发设备定制厂家 2026-06-01


- 珠海低温蒸发器 2026-05-25
- 北京印染废水低温蒸发结晶系统 2026-05-22
- 印染废水低温蒸发器图片 2026-05-20
- 宁波含酸废水低温蒸发浓缩系统 2026-05-19
- 南宁废液浓缩低温蒸发浓缩系统 2026-05-19
- 废液浓缩低温蒸发设备制造商 2026-05-14






- 医用清洗剂溶剂回收机图片 07-08
- 不锈钢材质真空洁油机推荐 07-08
- 透平油滤油机械哪家好 07-08
- 透平油静电洁油机型号 07-07
- 国产洁油机哪家好 07-07
- 工业废酒精溶剂回收机厂商 07-07
- 废有机溶剂净化图 07-06
- 工业废水提纯 07-06
- 淬火油洁油机 07-06
- 溶剂回收设备图 07-04