- 品牌
- 雷鹰科技
- 型号
- LYH90
- 产地
- 浙江绍兴
- 可售卖地
- 新昌
- 是否定制
- 否
- 材质
- 铜
- 配送方式
- 汽运
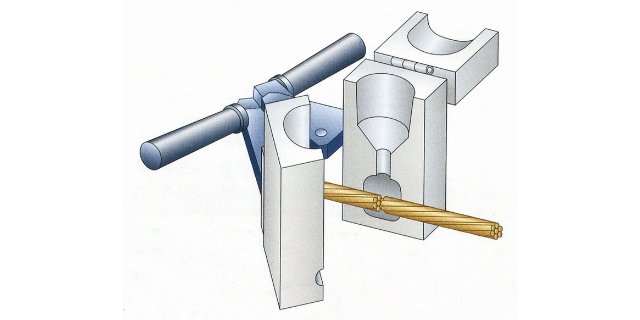
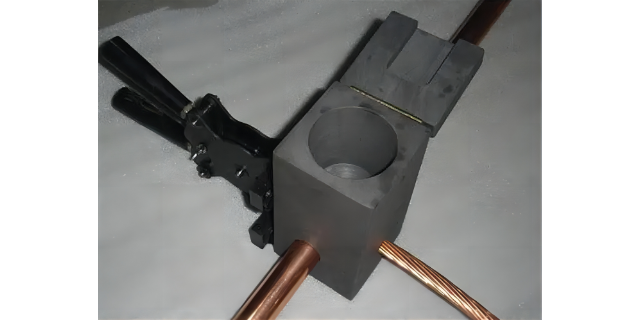
放热焊接是一种简单、高效率、高质量的金属连接工艺,它利用金属化合物化学反应热作为热源,通过过热的(被还原)熔融金属,直接或间接的加热工作,在特制的石墨模具的型腔中形成一定形状、尺寸,符合工程需求的熔焊接头。当前,放热焊接已经普遍取代了以往金属之间的机械连接方法。1、熔接点的载流能力(熔点)与导体相同2、焊接点是分子结合,不老化。3、焊接点像铜一样不受腐蚀影响。4、不会受到高浪涌电流的损伤。5、操作方便,简单易学,无需专业人员。6、装备简单、轻便、携带方便,操作方便。7、从外观便能核查焊接的质量。8、进行焊接时,无需外接电源或热源。放热焊接过程中需要进行良好的通风和气体控制,以避免有毒气体的产生和聚集。福建热熔焊接焊药
放热焊接是一种通过热能将金属加热到熔点,并将其融合在一起的焊接方法。这种焊接方法常用于连接厚板材料,可以提供更强的焊接强度和耐久性。放热焊接可以使用火焰、电弧或激光等方式提供热能。在制造业和建筑业等领域,放热焊接被广泛应用于金属制品的生产和维修。放热焊接的原理是利用热能将金属加热到熔点,使其成为可塑状态,然后通过加压将不同的金属材料融合在一起。这一过程需要根据所需的焊接效果和材料类型选择适当的焊接方法和工艺参数。福建热熔焊接焊药放热焊接可以应用于多种金属和合金,如铝合金、镍合金和钛合金等。

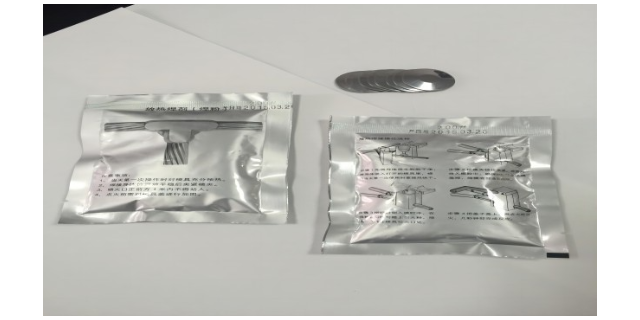
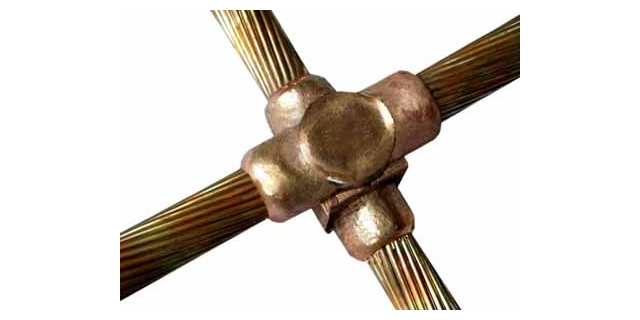
一个良好的放热焊接点应当表面丰满光亮、没有气孔,经切开观察其剖面成一整体无气孔。影响放热焊接效果的主要因素是湿气或水气,由于模具、焊粉及被熔接物内均可能吸附水分,是热熔接焊接前必须采取的重要步骤。另一个影响放热焊接效果的因素是模具及被焊接物的清洁程度。如果焊接物表面的尘士、油脂、氧化物或其它附着物等必须完全清洗干净,使其洁净光亮后才能进行焊接作业,否则焊接后的焊接位置的导电性能及机械性能将受到影响。如果模具内的遗留的残渣不完全清洗干净,将造成焊机位置表面不平滑、不光亮放热焊接的效果可依据大小、颜色、表面光滑度、接头的汽泡度指标进行核查。
放热焊接还需要注意焊接压力的控制。适当的焊接压力可以确保材料在焊接过程中紧密结合,提高焊接的强度和密封性。但是,过高的焊接压力可能导致材料变形或损坏,因此需要根据不同材料和焊接要求,选择合适的焊接压力。放热焊接还需要注意焊接环境的控制。焊接过程中的空气、湿度等因素会对焊接质量产生影响。例如,焊接过程中的氧气可能引发材料的氧化反应,导致焊接接头的质量下降。因此,需要在焊接过程中采取适当的气氛控制措施,如使用惰性气体或真空环境,来保证焊接的质量和稳定性。综上所述,放热焊接的技术要求包括选择合适的材料、控制合适的温度和时间、适当的焊接压力以及控制良好的焊接环境。只有在严格遵守这些要求的前提下,才能实现高质量的放热焊接。通过不断改进和创新,相信放热焊接的技术将会有更广阔的应用前景。电弧放热焊接广泛应用于焊接钢铁、不锈钢和合金等材料。
放热焊接是一种常用的焊接方法,它通过加热材料并将其粘合在一起来实现焊接的目的。为了确保焊接的质量和稳定性,放热焊接有一些技术要求需要注意。首先,放热焊接需要选择合适的材料。焊接材料的选择应考虑到其熔点、热导率、耐热性等因素。不同的材料具有不同的熔点和热导率,这将直接影响焊接的温度和过程控制。同时,在高温下焊接,材料的耐热性也是一个重要的考虑因素,避免材料在焊接过程中发生熔化或变形。其次,放热焊接需要控制合适的温度和时间。温度和时间是影响焊接效果的重要因素。温度过高或时间过长可能导致材料过热、烧焦或变形,而温度过低或时间过短则可能导致焊接不牢固。因此,在焊接过程中需要准确地控制加热温度和保持时间,以确保焊接的质量和稳定性。放热焊接需要选择适当的焊接材料和焊接参数,以获得理想的焊接效果。福建热熔焊接焊药
放热焊接需要遵守相关的安全操作规程,防止火灾等事故的发生。福建热熔焊接焊药
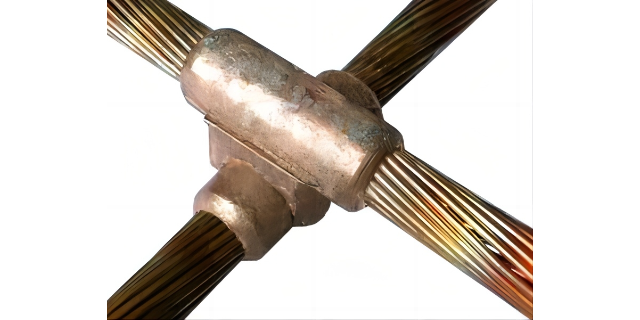
热熔焊接技术要求一、热熔焊接接头外观要求:1.热熔焊接接头饱满、完整,被连接的导体连接部份须完全包裹在接头内;2.热熔焊接接头表面光滑、平整;外表熔渣去除后导体不得外露;水平连接的冒口不应低于导线顶端。二、放热焊接接头的抗拉强度不低于接地体材料的抗拉强度,接地体为异种材料时,接头抗拉强度不得低于接地体材料抗拉强度的较低者。三、同一温度条件下,带焊接接头接地体直流电阻值不得大于规格尺寸均相同的接地体直接电阻值的1.05倍。四、抗腐蚀能力:导体接头端与纯铜分子紧密结合并覆盖,对接头起隔绝保护作用,有效保障接头的耐腐蚀能力。五、连接点的电阻不受时间变化影响,保证长久不自然脱落。六、热熔焊接接头短时耐受电流试验:试验样品经过16KA/1S的短时电流试验后,该试样接头无熔焊现象发生。七、配套供应热熔焊连接所需材料,如点火器、清模铲、清模刷、喷灯等,焊接模具使用次数应不低于50次。放热焊接模具根据需求配有一字焊接型、T字焊接型、十字焊接型,配套模夹控制模具,可重复使用。福建热熔焊接焊药
- 山东放热焊接生产 2024-04-06
- 甘肃轨道放热焊接配方 2024-04-02
- 山西接地棒焊接焊药 2024-03-28
- 四川接地放热焊接 2024-03-25
- 江西铜排焊接焊粉 2024-03-23
- 新疆接地放热焊接焊药 2023-12-25