- 品牌
- 3DSYSTEMS,GEOMAGIC
- 型号
- 齐全
- 网络打印
- 支持有线/无线网络打印
- 双面打印
- 自动双面打印
喷蜡3D打印机维护的方法:1.置放:机器需要置放于干燥处,防止主板、电机等电器部件返潮。长期不使用需遮盖防尘布。2.平台:清洁干净平台玻璃板上参与料,防止对于下一次打印的影响。3.丝杠:使用一阵子后为确保平台移动流畅,需在丝杠涂擦少许黄油。涂擦方法为把黄油涂擦至丝杠某一地方,点击平台上下移动,使涂擦匀称。4.送料器:打开送料器前盖,用镊子或是尖锐的工具,将齿轮内的残料渣刮干净,再用刷子清洁干净。5.打印头:打印工作结束以后需退料,防止下次打印功效差或是打印头堵塞。6.耗材:打印结束退料后,不要把料头松开,直接放进料盘边上的孔内,置放在常温,干燥,遮光的环境。拆开的耗材尽可能在1个月内用完。7.保养周期:设备使用次数较少的可一个月保养一次,若使用较为频繁可视具体情况适当缩短保养周期。8.打印机清洁:清洁机器内部灰尘及杂物要用软毛刷清洁,留意防止灰尘及杂物进到打印头内。喷蜡3D打印技术在食品行业的应用,如巧克力打印,越来越受欢迎。天津耐用紫蜡打印

选择喷蜡3D打印机时,需要注意以下几点:1.打印精度:喷蜡3D打印机的打印精度是选择时需要重点考虑的因素。一般来说,打印精度越高,打印出来的模型和原型越精细,但同时也需要更高的打印精度和更长的打印时间。2.打印速度:打印速度也是需要考虑的因素,如果需要大量生产,需要选择打印速度较快的喷蜡3D打印机。3.打印材料:喷蜡3D打印机可以使用多种材料进行打印,如液态蜡、树脂等。不同的材料具有不同的特点,需要根据具体应用选择合适的材料。4.打印尺寸:打印尺寸是选择喷蜡3D打印机时需要考虑的另一个因素。如果需要打印大型模型和原型,需要选择可以打印较大尺寸的喷蜡3D打印机。5.品牌和售后服务:选择有名的品牌的喷蜡3D打印机,可以保证机器的质量和稳定性。同时,需要关注售后服务,选择提供良好售后服务的厂家或经销商。6.价格和性价比:喷蜡3D打印机的价格较高,需要根据实际需求和预算选择合适的机器。同时,需要考虑机器的性价比,选择价格合理、性能稳定、耗材成本低的机器。 湖南紫蜡打印图片喷腊3D打印机的多功能性,适用于多种材料和应用场景。

喷蜡3D打印机的清洁相对来说比较方便。由于液态蜡是一种易于清洁的材料,因此喷蜡3D打印机在使用过程中出现的一些污渍或者杂质可以比较容易地被清理掉。在清洁喷蜡3D打印机时,通常需要先将机器内部的液态蜡清理干净,可以使用一些专门的清洗液或者溶剂进行清洗。然后需要对机器的各个部件和喷头进行彻底的清洁,以确保它们没有残留的液态蜡或者其他污染物。总的来说,喷蜡3D打印机的清洁相对来说比较方便,但是在清洁过程中需要注意使用适当的清洁液或者溶剂,并且要彻底清洁各个部件和喷头,以确保机器的正常运行。
喷蜡机是3D打印机的一种,其用途非常广。 以Project CPX3000为例,特点如下: 1、采用100%全蜡材料建造模型,可直接用于珠宝首饰失蜡铸造工艺。 2、采用立体喷蜡打印技术,精度高,Z层精度可达16u。 3、建造产品表面光滑,适用于精密铸造加工。4、打印模式有高精度和超高精度两种可选。5、支撑蜡材料去除容易方便,无需手工操作。6、工作平台大,且产品可堆叠放置,可长时间无人值班运行。7、直接导入STL、SLC格式文件就可进行建造加工。8、生产速度快,操作简单容易,操作人员只需经过简单培训即可。9、结构紧凑、整洁美观,适合办公室环境操作。喷腊3D打印,为文物复制和修复提供了高精度的技术支持。

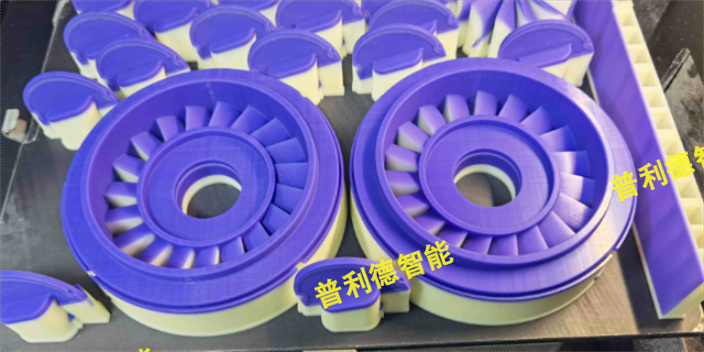
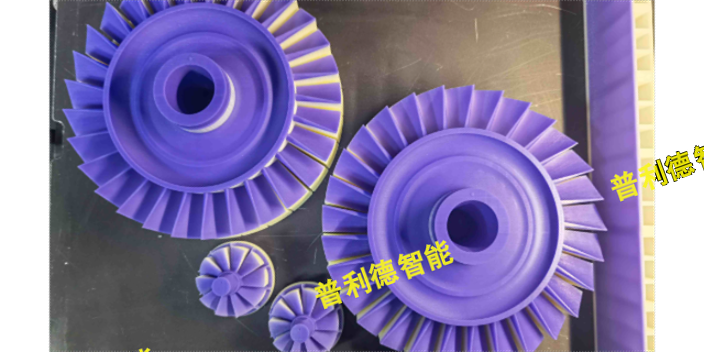
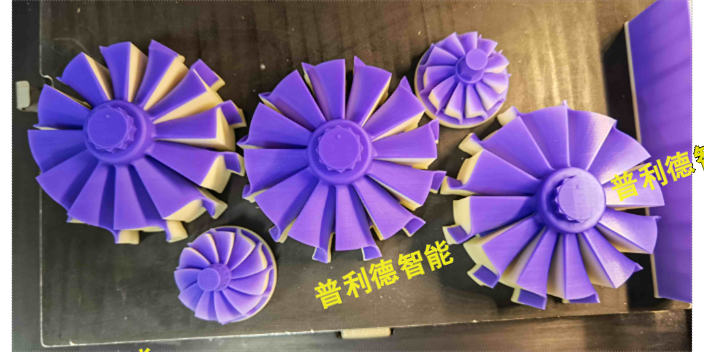
更高打印速度、更多打印件通过先进的3DSprint™软件让从文件到产品成型的流程变得无缝化,进一步提高MJP打印速度和批量移除支撑,为您提供高质量的可铸造模型。释放您的创意增加几何自由度,不再受手工工艺/工具的限制,可以创建传统工艺不能制造的复杂零件。MJP优异的后处理过程让狭小空间内的支撑都能被完全去除并且不会损坏细节。高性能铸造蜡VisiJet®M2和M3CAST100%蜡材料像标准铸造蜡一样熔化,在铸造时没有残留物。它们可被信赖地用于铸造精细特征,高对比度的紫色和海军蓝色更利于细节处的可视化。可以完全放心的打印结果得到如同真正的CAD数据般精确的打印结果,剃刀一样锐利的边缘和精细的特征,这是您真正可以放心的制造方式。光滑的表面和侧壁质量意味着无需花费时间后期手工处理,让工作流程更加迅速流畅。喷蜡3D打印机的稳定性高,适合长时间连续工作。广东直销紫蜡打印
喷蜡3D打印机的维护成本低,适合中小企业使用。天津耐用紫蜡打印
喷蜡3D打印机掏空后当然是需要进行打孔,要不然内部的树脂无法流出,打孔时需要留意2点:①排液孔口径,因为液体具备张力,因而过小的孔位易于因张力而堵塞无法排液,壁厚越厚,堵塞的概率越高,因为增加了液体和模型接触的表面积。以便能顺利排液,需要较少超过2mm直径的孔。②空腔压强差,想必大家都知道通厕所的皮搋子,当它扣在平面上能会很难拔下来,便是因为气压不同造成的。同样的,中空的模型在打印一部分后,也会发生类似于皮搋子的结构,这将较大增加模型在平台上的粘合力度,造成发生模型脱落或发生Z轴方向裂纹、裂散的状况,此外这也会造成模型脱模时内部会带动一些树脂无法流出。以便防止这种状况,我们不但需要在模型打印时的下方打孔,此外需要在上方也打孔,来确保内外压强一致。天津耐用紫蜡打印