- 品牌
- 灏漫
- 型号
- 齐全
- 材质
- 高碳钢,碳化钨,55#,镍铬合金钢,不锈钢,碳钢,合金工具钢,高速钢,钨钢,铜合金,铝合金,合金,玻纤,合成石,碳素工具钢,铁,钛合金钢,50#,硬质合金,铸铁,60#
- 加紧动力源
- 手动夹具,气动夹具,电动夹具
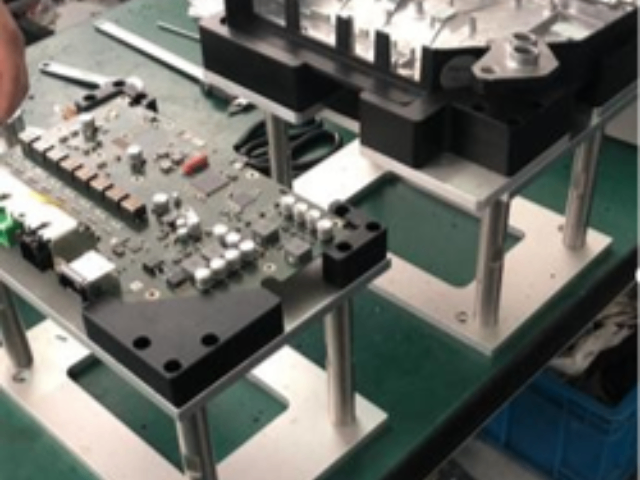
工装和治具有什么区别?1. 设计和制造难度,相对于工装,治具的设计和制造通常要更复杂和繁琐。因为治具要针对特定的产品或工序进行设计和制造,需要很多专业的知识和经验。同时,治具通常要求高精度和稳定性,需要采用更档次高的材料和工艺。相比之下,工装的设计和制造较为简单,相对容易做到标准化和通用化。由于工装的应用范围普遍,一些通用的工装已经可以在市场上买到。2. 维护成本,由于治具复杂的机构和高精度的要求,所以其维护成本相对较高。治具中的零部件需要定期维护和更换。同时,工人需要进行专业的操作和保养,才能保证治具的使用寿命和性能指标。相比之下,工装的维护成本相对较低。一些通用的工装可以通过标准化的保养操作来维护。精密的机床是机械加工的基础,它能够确保零件的加工精度和表面质量。湖州波峰焊工装
机械零件 机械零件在不同的外力作用下,将产生不同形式的变形。主要的受力和变形有如下几种:这类变形形式是由大小相等,方向相反,作用线与杆件轴线重合的一对力引起的,表现为杆件的长度发生伸长或缩短[图3-1(a、b)]。如起吊重物的钢索,桁架的杆件,液压油缸的活塞杆等的变形,都属于拉伸或压缩变形。在工程中经常见到承受拉伸或压缩的杆件。例如紧固螺钉[ 图3-2(a) ], 当拧紧螺帽时,被压紧的工件对螺钉有反作用力,螺钉承受拉伸;千斤顶的螺杆[ 图3-2(b) ] 在顶起重物时,则承受压缩。前者发生伸长变形,后者发生缩短变形,直杆沿轴线受大小相等、方向相反的外力作用,发生伸长或缩短的变形时,称为直杆的轴向拉伸或压缩。本章只讨论直杆的轴向拉伸与压缩。 若把承受轴向拉伸或压缩的杆件的形状和受力情况进行简化,则可以简化成图3-1 所示的受力简图。图中用实线表示受力前的外形,虚线表示变形后的形状。浙江工装非标设计自动流水线是一种自动化生产方式,能够高效地完成大批量的生产任务。
轴承是大量生产的机械零件,而且制造精度要求很严,技术上专业化程度很高,因此对于绝大多数容易买到的轴承品种而言,应该是购买比修理更合算,只有在下列情况下,才考虑轴承的修复问题,即:(1)大型工厂所使用的大量相同型号的轴承,其失效形式主要为滚动表面的磨损,疲劳或微动磨蚀,特别是损坏零件多为保持架或滚动体,而套圈或垫圈仍有修复价值;(2)大型和特大型轴承,濒于失效或虽已失效而零件尚无重大损伤,或贵重轴承必须设法延长其有效使用期的;(3)某些确实难以购到的轴承品种,失效后无备用件而不得不修,特别是进口轴承;(4)轴承有轻微损伤,例如库存时期产生的轻微水锈,以及运输过程产生的轻微的微动磨蚀,这类情况修复容易而弃之可惜。
零件在夹具中定位后的夹紧三原则:a.零件在工装夹具中定位后的不移动原则,选择夹紧力的方向指向定位基准(头一基准),且夹紧力的大小应足以平衡其它力的影响,不使零件在加工过程中产生移动。b.零件在工装夹具中定位后的不变形原则,在夹紧力的作用下,不使零件在加工过程中产生精度所不允许的变形,必须选择合适的夹紧部位,调整好压板和零件的接触状态,施以合适的压紧力。c.零件在工装夹具中定位后的不振动原则,确保支承和夹紧体系的刚性,夹紧部位应尽量靠近零件的加工区域,以避免零件和夹紧系统的振动。 冶具在烧录过程中扮演着重要角色,它能够稳定地固定芯片,保证烧录数据的准确性。
以布、石棉、薄木板等层状填充物为基体,用热固性树脂压结而成的塑料称为层压塑料,可用来制作无声齿轮、轴承村和摩擦片等。设计机械零件时,选择合适的材料是一项复杂的技术经济问题。设计者应根据零件的用途、工作条件和材料的物理、化学、机械和工艺性能以及经济因素等进行全方面考虑。这就要求设计者在材料和工艺等方面具有普遍的知识和实践经验。前面所述,只是一些概略的说明。各种材料的化学成分和力学性能可在有关的国家标准、行业标准和机械设计手册中查得。电子零件是电子设备中的主要组成部分,用于控制和传输电信号。浙江工装非标设计
液压是利用液体传递力量和能量的一种技术,广泛应用于机械设备中。湖州波峰焊工装
轴的常用材料及热处理:轴的材料主要是碳钢和合金钢。钢轴的毛坏多数用轧制圆钢和锻件。锻件的内部组织均匀,强度较好,重要的轴、大尺寸或阶梯尺寸变化较大的轴,应采用锻制毛坏,对直径较小的轴,可直接用圆钢加工。由于碳钢比合金钢价廉,对应力集中的敏感性较低,同时也可以用热处理的办法提高其耐磨性和抗疲劳强度,故轴采用碳钢制造较普遍,其中较常用的是45号钢。不重要或低速轻载的轴以及一般传动的轴也可以使用0235和0275等普通碳钢制造。湖州波峰焊工装



