- 品牌
- 灏漫
- 型号
- 齐全
- 材质
- 高碳钢,碳化钨,55#,镍铬合金钢,不锈钢,碳钢,合金工具钢,高速钢,钨钢,铜合金,铝合金,合金,玻纤,合成石,碳素工具钢,铁,钛合金钢,50#,硬质合金,铸铁,60#
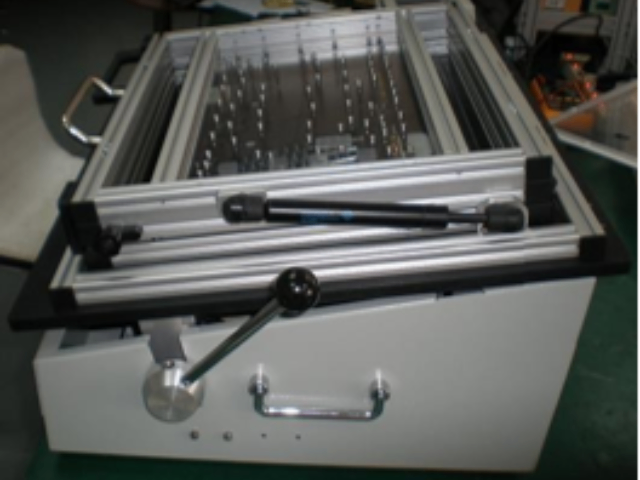
- 加紧动力源
- 手动夹具,气动夹具,电动夹具
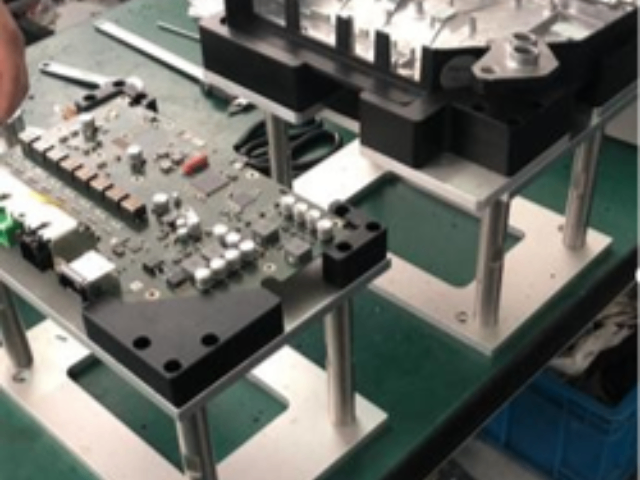
零件在夹具中定位后的夹紧三原则:a.零件在工装夹具中定位后的不移动原则,选择夹紧力的方向指向定位基准(头一基准),且夹紧力的大小应足以平衡其它力的影响,不使零件在加工过程中产生移动。b.零件在工装夹具中定位后的不变形原则,在夹紧力的作用下,不使零件在加工过程中产生精度所不允许的变形,必须选择合适的夹紧部位,调整好压板和零件的接触状态,施以合适的压紧力。c.零件在工装夹具中定位后的不振动原则,确保支承和夹紧体系的刚性,夹紧部位应尽量靠近零件的加工区域,以避免零件和夹紧系统的振动。 CNC机床在零件加工中发挥着重要作用,它能够精确地加工出各种复杂形状的零件。台州治具厂商
在选择夹具上我们通常也会听到工装冶具,它们的含义是一样的吗?答案是不一样的,小编从它们之间的区别带大家看一下。(1)性质不同,①夹具是指机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置,又称卡具。②治具是一个木工、铁工、钳工、机械、电控以及其他一些手工艺品的大类工具,主要是作为协助控制位置或动作(或两者)的一种工具。(2)分类不同,①夹具分车床夹具、三坐标夹具、工业机器人夹具、铣床夹具、轴承座夹具。②治具可以分为工艺装配类治具、项目测试类治具和线路板测试类治具三类。自动化焊接零件源头工厂冶具是用于热处理、铸造等工艺的工具和设备,能够改善材料的性能和质量。

寿命要求,寿命要求就是要求零件在预期的工作期间保持正常工作而不致报废。这个要求主要是对那些在变应力下工作和工作时受到磨损或腐蚀的零件提出的。由于影响零件材料疲劳极限的主要因素是应力集中、尺寸大小,表面质量和环境条件所以提高零件寿命的主要措施有;①妥善设计零件结构以降低应力集中程度;②采用经加工或表面强化处理以提高零件工作表面质量;③合理选择摩擦副配对材料、润滑剂及润滑方法以提高零件抗磨损能力;④选用耐腐蚀材料来制造在腐蚀性介质中工作的零件;⑤利用热处理提高零件材料的机械性能,或利用滚碾,喷丸等、工艺使零件表面产生有利的残余应力等。
工装治具和工装冶具有什么区别?一、工装治具和工装冶具的概念和应用范围,工装治具和工装冶具是在加工过程中使用的辅助工具。工装治具一般是针对加工产品而设计的,比如切割、排异、校正等,用于提高加工效率和加工精度。工装冶具主要是用来加工金属材料,包括铸造、锻造、机加工、钣金加工等。工装冶具的主要作用是支撑和夹紧金属材料,以确保加工精度和质量。二、二者的区别,工装治具和工装冶具的主要区别在于应用范围和用途。工装治具主要用于加工零件,在汽车、机械、电子、航空等行业中使用普遍。而工装冶具主要用于加工和处理金属材料,包括铸造、锻造、机加工、钣金加工等。自动化流水线较大程度上提高了零件的加工效率,减少了人为因素对产品质量的影响。
所谓稳定性是指构件维持原有形态平衡的能力。构件的强度、刚度和稳定性与所用材料的力学性能有关,而材料的力学性能必须由实验来测定。此外,还有些实际工程问题无法由理论分析来解决,必须依赖于实验手段。实际的工程结构中,许多承力构件如桥梁、汽车传动轴、房屋的梁、柱等,其长度方向的尺寸远远大于横截面尺寸,这一类的构件在材料力学的研究中,通常称作杆件,杆的所有横截面形心的连线,称为杆的轴线,若轴线为直线,则称为直杆;轴线为曲线,则称为曲杆。所有横截面的形状和尺寸都相同的杆称为等截面杆;不同者称为变截面杆。材料力学主要研究等截面直杆。机械五金零件的多样化使得机械设备的功能更加丰富和完善,满足了不同领域的需求。台州治具厂商
精密加工需要使用高精度的机床和工具,以确保零件的尺寸和形状的精确度。台州治具厂商
机械零件 机械零件在不同的外力作用下,将产生不同形式的变形。主要的受力和变形有如下几种:拉伸与压缩,这类变形形式是由大小相等,方向相反,作用线与杆件轴线重合的一对力引起的,表现为杆件的长度发生伸长或缩短。如起吊重物的钢索,桁架的杆件,液压油缸的活塞杆等的变形,都属于拉伸或压缩变形。在工程中经常见到承受拉伸或压缩的杆件。例如紧固螺钉, 当拧紧螺帽时,被压紧的工件对螺钉有反作用力,螺钉承受拉伸;千斤顶的螺杆 在顶起重物时,则承受压缩。前者发生伸长变形,后者发生缩短变形,直杆沿轴线受大小相等、方向相反的外力作用,发生伸长或缩短的变形时,称为直杆的轴向拉伸或压缩。本章只讨论直杆的轴向拉伸与压缩。 若把承受轴向拉伸或压缩的杆件的形状和受力情况进行简化,则可以简化成图3-1 所示的受力简图。图中用实线表示受力前的外形,虚线表示变形后的形状。台州治具厂商