卧式加工中心:卧式加工中心的工作方式主要是通过工作台的移动来实现工件的进给和切削。工作台可以沿X轴、Y轴、Z轴三个方向移动,实现三轴联动。此外,卧式加工中心还可以通过工作台的旋转来实现四轴或五轴联动,以满足复杂曲面零件的加工需求。立式加工中心:立式加工中心的工作方式主要是通过主轴箱的移动来实现工件的...
卧式加工中心基本参数
- 品牌
- 全弗智能装备(南京)有限公司
- 型号
- 齐全
- 运动方式
- 点位直线控制
卧式加工中心企业商机
卧式加工中心凭借自带的自动换刀系统,打破了传统加工中多设备分工序的局限,可将铣削、钻孔、攻丝、镗削等多种加工工艺集成于单一设备完成。其主轴与工作台的协同设计,让工件一次装夹后便能完成多工序连续加工,无需频繁转移工件或更换设备,从根本上减少了装夹次数带来的定位误差,同时避免了工件在转运过程中可能出现的磕碰损伤。这种一体化加工模式,不仅简化了生产流程,更让复杂结构零件的加工变得高效有序,尤其适用于结构复杂、工序繁多的零部件生产,能够明显提升加工一致性与产品合格率,为生产企业节省大量的工序衔接时间与人力成本,让生产流程更趋紧凑高效。卧式加工中心可以实现高速切削,减少切削时间,降低能耗。甘肃金属卧式加工中心
多工位卧式加工中心具有节能环保的优点。在加工过程中,多工位卧式加工中心采用了高效节能的主轴、电机等部件,降低了能耗。同时,多工位卧式加工中心的自动润滑、自动排屑等功能,可以减少润滑油、切削液等的使用量,降低了环境污染。此外,多工位卧式加工中心的高效加工性能,可以减少切削过程中的热量产生,降低了机床的热负荷,有利于机床的稳定运行。多工位卧式加工中心具有灵活性高的优点。多工位卧式加工中心采用了模块化设计,可以根据不同的加工工艺和生产需求,灵活配置不同的功能模块。同时,多工位卧式加工中心的数控系统具有强大的编程能力,可以实现复杂曲面、曲线等零件的加工,满足了各种复杂零件的加工需求。此外,多工位卧式加工中心的自动测量、自动补偿等功能,可以根据零件的实际尺寸和形状进行实时调整,保证了零件的加工精度和质量。香港机床卧式加工中心卧式加工中心可以通过工作台的旋转来实现四轴或五轴联动,以满足复杂曲面零件的加工需求。

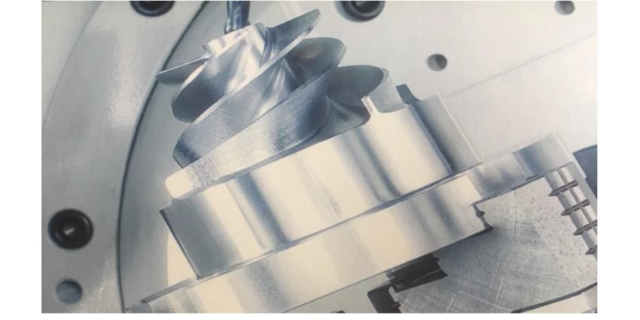
精密卧式加工中心采用多轴联动技术,可以实现一次装夹完成多个面的加工,提高了加工效率。同时,机床的刀库容量较大,可以容纳多种刀具,方便用户根据不同的加工需求进行快速换刀。此外,精密卧式加工中心还具有自动换刀、自动测量等功能,进一步提高了加工效率。这些高效率的设计使得精密卧式加工中心能够满足大批量生产的需求,提高生产效率。精密卧式加工中心采用先进的数控系统,可以实现机床的全自动操作。用户只需通过编程软件编写加工程序,就可以实现对机床的自动控制。此外,精密卧式加工中心还具有自动测量、自动补偿等功能,可以实时监测加工过程中的各种参数,确保加工精度。这些高自动化程度的设计使得精密卧式加工中心能够减少人工干预,降低生产成本,提高加工质量。
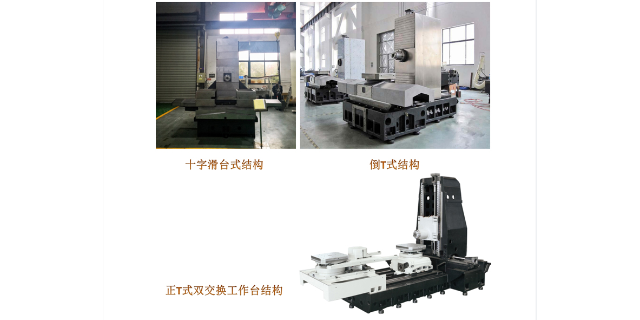
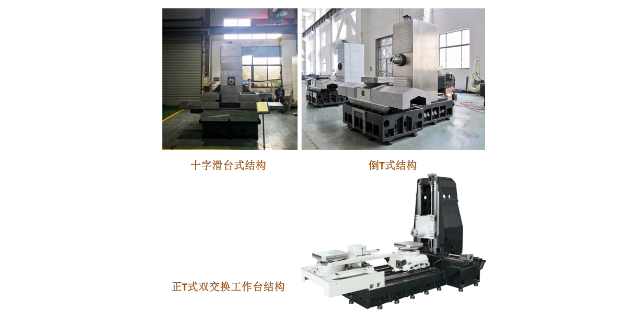
卧式加工中心和立式加工中心结构上的区别——卧式加工中心:卧式加工中心的主要特点是主轴轴线与工作台垂直布局,即主轴水平放置。这种结构的优点是主轴箱、立柱、主轴等部件的受力比较均匀,热变形较小,有利于提高加工精度。同时,卧式加工中心的立柱高度较低,便于操作和观察。但是,卧式加工中心的占地面积较大,对厂房的空间要求较高。立式加工中心:立式加工中心的主要特点是主轴轴线与工作台垂直布局,即主轴垂直放置。这种结构的优点是占地面积较小,对厂房的空间要求较低。同时,立式加工中心的立柱高度较高,便于安装大型工件和附件。但是,立式加工中心的主轴箱、立柱、主轴等部件的受力不均匀,热变形较大,对加工精度的影响较大。卧式加工中心的主要组成部分包括床身、工作台、主轴箱、刀库、数控系统等。
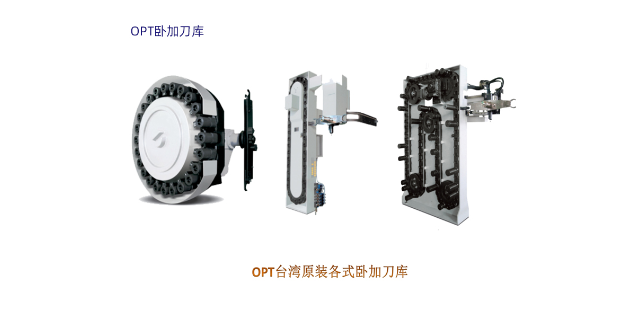
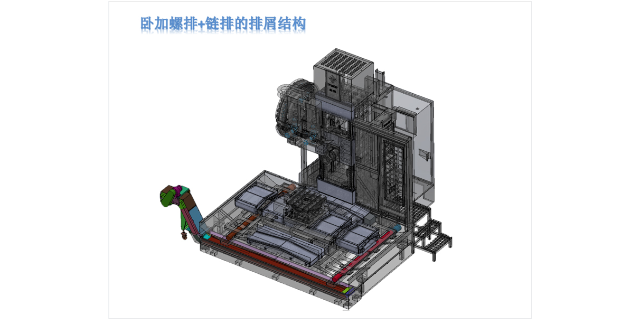
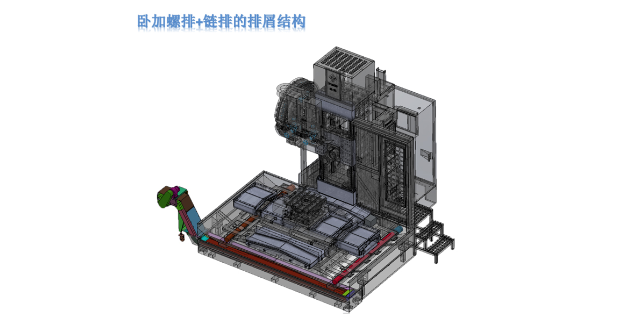
自动换刀系统是卧式加工中心的重要功能部件,用于实现刀具的自动更换。自动换刀系统通常由刀库、换刀机械手、换刀驱动器等部件组成。当需要更换刀具时,换刀机械手会自动从刀库中取出所需的刀具,并将其安装在主轴上,从而实现快速、准确的换刀操作。数控系统是卧式加工中心的控制主要,负责对机床的各个部件进行精确控制。数控系统通常采用计算机数控(CNC)技术,可以实现多轴联动控制、高速切削、复杂曲面加工等功能。数控系统的性能和稳定性直接影响到加工中心的加工精度和效率。冷却系统是卧式加工中心的重要组成部分,用于对切削过程中产生的热量进行冷却和排放。冷却系统通常包括冷却液箱、冷却泵、冷却管路等部件。冷却液可以有效地降低切削温度,延长刀具寿命,提高加工质量。卧式加工中心的工作方式主要是通过工作台的移动来实现工件的进给和切削。成都小型卧式加工中心
卧式加工中心是一种高效、高精度的数控机床,主要用于各种复杂零件的加工。甘肃金属卧式加工中心
在卧式加工中心的切削过程中,切削参数的选择对加工质量和效率具有重要影响。切削参数主要包括切削速度、进给速度、切削深度和切削宽度等。切削速度:切削速度是指刀具旋转的速度,单位为米/分钟(m/min)。切削速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削速度越高,切削力越小,但切削速度过高容易导致刀具磨损过快和工件变形。进给速度:进给速度是指刀具或工件在切削过程中的移动速度,单位为毫米/分钟(mm/min)。进给速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,进给速度越高,切削效率越高,但进给速度过高容易导致刀具磨损过快和工件变形。切削深度:切削深度是指刀具在一次切削过程中切入工件的深度,单位为毫米(mm)。切削深度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削深度越大,切削效率越高,但切削深度过大容易导致刀具磨损过快和工件变形。甘肃金属卧式加工中心
与卧式加工中心相关的文章
陕西卧式加工中心
- 宁夏多工位卧式加工中心 2025-12-13
- 海南交换台卧式加工中心 2025-12-13
- 宁夏交换台卧式加工中心 2025-12-13
- 重庆双工位卧式加工中心 2025-12-12
- 南宁机床卧式加工中心 2025-12-12
- 内蒙多工位卧式加工中心 2025-12-12
- 济南零件卧式加工中心 2025-12-11
- 广州专业卧式加工中心 2025-12-11
- 银川高速卧式加工中心 2025-12-11
- 海口精密卧式加工中心 2025-12-10
- 拉萨模具卧式加工中心 2025-12-10
- 合肥零件卧式加工中心 2025-12-10
与卧式加工中心相关的产品
与卧式加工中心相关的新闻
-
杭州金属卧式加工中心 2025-12-08 06:01:56在市场需求日益多样化的当下,卧式加工中心的柔性生产能力成为企业应对市场变化的重要优势。其先进的数控系统具备强大的编程功能,支持复杂零件的加工程序编制,可存储大量加工方案,针对不同品种、不同规格的零件,只需调用对应的加工程序,调整少量工装夹具即可快速切换加工任务,无需对设备进行大规模改造或重新调试。这...
-
杭州小型卧式加工中心 2025-12-08 00:12:27卧式加工中心实现自动化加工的优势——提高生产效率:通过采用自动换刀系统、自动测量系统、自动上下料系统等技术,可以实现对工件的快速更换、实时监测和自动装载卸载,从而提高了生产效率。保证加工精度:通过采用智能优化算法,可以实现对加工过程的自动优化,从而提高加工精度。同时,自动测量系统可以实时监测工件的尺...
-
武汉安全卧式加工中心 2025-12-07 01:01:37卧式加工中心在设计过程中充分考虑了操作与维护的便捷性,降低了企业的使用门槛。其人机交互界面采用直观易懂的操作面板,配备高清显示屏,操作流程简洁明了,操作人员经过简单培训即可熟练掌握设备的基本操作的。数控系统支持图形化编程、程序模拟等功能,能够直观显示加工过程,方便操作人员检查程序合理性,减少编程错误...
-
新疆金属卧式加工中心 2025-12-07 07:02:09卧式加工中心的结构设计天生适配大型、重型零件的加工需求。其水平布置的主轴与稳固的工作台形成了均衡的受力体系,床身与立柱采用强度材料铸造而成,经过精密加工与时效处理,具备极强的刚性与稳定性,能够有效承受重型工件的重量与加工过程中产生的切削力。工作台的承载面经过精细研磨,平整度与承载均匀性优异,可平稳支...
与卧式加工中心相关的问题
与卧式加工中心相关的标签
新闻资讯
产品推荐
-

西安模具五轴联动加工机
2026-01-15 -

青海自动化五轴联动加工机
2025-12-19 -
广州小型五轴联动加工机
2025-12-18 -
南京数控五轴联动加工机
2025-12-18 -
乌鲁木齐复合五轴联动加工机
2025-12-18 -
宁夏多功能五轴联动加工机
2025-12-18 -
福建模具五轴联动加工机
2025-12-18 -

西安复合五轴联动加工机
2025-12-18 -
福州环保五轴联动加工机
2025-12-17