卧式加工中心:卧式加工中心的工作方式主要是通过工作台的移动来实现工件的进给和切削。工作台可以沿X轴、Y轴、Z轴三个方向移动,实现三轴联动。此外,卧式加工中心还可以通过工作台的旋转来实现四轴或五轴联动,以满足复杂曲面零件的加工需求。立式加工中心:立式加工中心的工作方式主要是通过主轴箱的移动来实现工件的...
卧式加工中心基本参数
- 品牌
- 全弗智能装备(南京)有限公司
- 型号
- 齐全
- 运动方式
- 点位直线控制
卧式加工中心企业商机
小型卧式加工中心采用了先进的节能技术,如变频调速、伺服驱动等,有效降低了机床的能耗。此外,机床还采用了封闭式结构设计,减少了切削液的飞溅和热量的损失,提高了能源利用率。这些节能环保的设计使得小型卧式加工中心在生产过程中,既能保证加工质量,又能降低能耗,实现绿色生产。小型卧式加工中心采用了模块化设计,各个部件和系统都具有较高的单独性。这使得机床在出现故障时,可以快速定位故障原因,便于维修。同时,模块化设计还可以降低维修成本,提高机床的使用寿命。此外,小型卧式加工中心还采用了先进的故障诊断技术,可以实时监测机床的工作状态,提前预警潜在的故障,避免生产事故的发生。卧式加工中心采用数控系统控制,具有极高的加工精度。重庆模具卧式加工中心
精密卧式加工中心采用人性化的操作界面,操作简便。用户可以通过触摸屏或键盘进行操作,实现对机床的快速控制。此外,精密卧式加工中心的编程软件具有强大的图形化功能,用户可以直观地看到刀具的运动轨迹,方便编程和调试。这些操作简便的设计使得精密卧式加工中心易于上手,降低了操作难度。精密卧式加工中心采用多重安全保护措施,确保机床的安全运行。如机床配备了过载保护、过温保护、急停保护等功能,可以在发生异常情况时及时停机,避免事故发生。此外,精密卧式加工中心的电气系统采用国际标准的电气元件,具有较高的可靠性和安全性。这些安全可靠的设计使得精密卧式加工中心能够在恶劣的工作环境下稳定运行,保证生产安全。重庆模具卧式加工中心高效卧式加工中心采用了先进的数控系统,实现了机床的高度自动化。

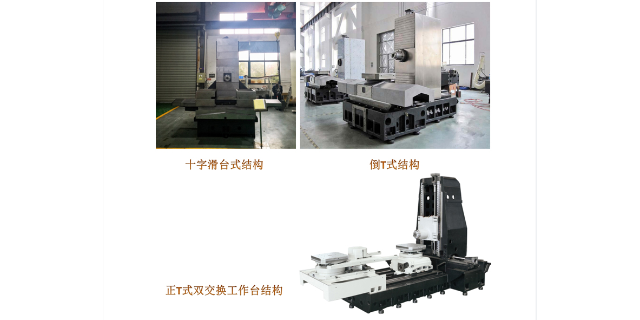
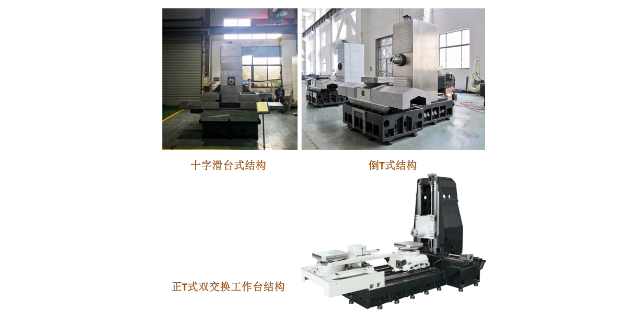
床身是卧式加工中心的基础部件,用于支撑和固定机床的各个部件。床身通常采用铸铁材料制成,具有良好的刚性和抗震性能。床身上的导轨用于引导刀具和工件的运动,保证加工精度。主轴箱是卧式加工中心的主要部件,主要用于安装主轴和主轴驱动装置。主轴是加工中心的主要切削部件,负责将电机的旋转运动转化为切削工具的直线运动。主轴驱动装置则负责控制主轴的转速和扭矩,以满足不同加工要求。工作台是卧式加工中心的主要承载部件,用于安装工件和夹具。工作台通常采用铸铁材料制成,具有良好的刚性和抗震性能。工作台上的T型槽用于安装夹具,方便工件的装夹和定位。刀库是卧式加工中心的刀具存储部件,用于存放各种切削工具。刀库通常采用链式结构,可以根据需要选择不同的刀具进行更换。刀库的容量和刀具的种类直接影响到加工中心的加工能力和效率。
精密卧式加工中心的床身、立柱、工作台等主要部件均采用强度高的铸铁材料,经过严格的热处理和时效处理,具有良好的刚性和稳定性。此外,机床的主轴箱、刀库等部件也采用高刚性设计,确保在高速切削过程中不会产生振动和变形。这种高刚性的设计使得精密卧式加工中心能够承受较大的切削力,实现高速、高精度的切削加工。精密卧式加工中心采用先进的数控系统和伺服驱动技术,实现了机床的全闭环控制。通过精确的位置反馈和速度反馈,数控系统能够实时调整伺服电机的转速和转矩,从而实现对工件的精确定位和高速切削。此外,精密卧式加工中心还采用了高精度的滚珠丝杠和直线导轨,确保了机床的运动精度。这些高精度的设计使得精密卧式加工中心能够满足航空、航天等高级制造领域对加工精度的高要求。刀库是卧式加工中心的刀具存储部件,主要用于存放刀具。
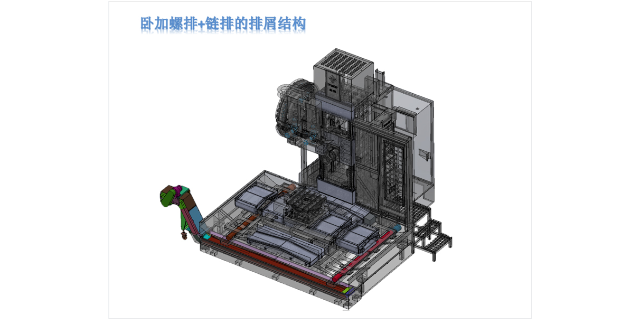
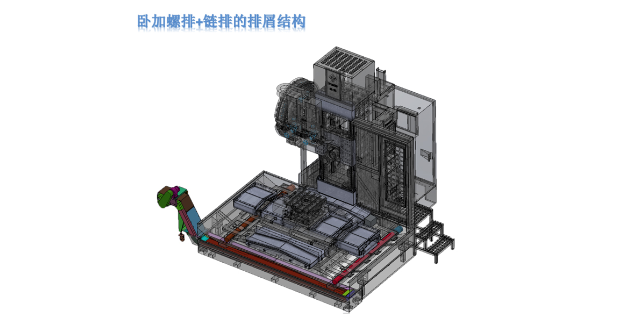
多工位卧式加工中心具有高自动化的特点。多工位卧式加工中心采用了先进的数控系统,可以实现自动编程、自动换刀、自动测量等功能,减少了人工操作的繁琐程度。同时,多工位卧式加工中心还具有自动排屑、自动润滑等辅助功能,可以保证机床在长时间运行过程中的稳定性和可靠性。此外,多工位卧式加工中心还具有故障自诊断、故障报警等功能,可以在出现故障时及时报警,便于维修人员快速定位和解决问题。多工位卧式加工中心具有节省空间的优点。传统的立式加工中心由于其结构特点,占地面积较大,对于空间有限的生产车间来说,占地面积成为了一个不小的问题。而多工位卧式加工中心采用了卧式结构设计,使得机床的占地面积得到了极大的减小。同时,多工位卧式加工中心的紧凑型结构设计,使得机床在运输和安装过程中更加方便。卧式加工中心具有很高的通用性,可以应用于各种类型的零件加工。山东十字卧式加工中心
卧式加工中心可以实现高速切削,减少切削时间,降低能耗。重庆模具卧式加工中心
在卧式加工中心的切削过程中,切削参数的选择对加工质量和效率具有重要影响。切削参数主要包括切削速度、进给速度、切削深度和切削宽度等。切削速度:切削速度是指刀具旋转的速度,单位为米/分钟(m/min)。切削速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削速度越高,切削力越小,但切削速度过高容易导致刀具磨损过快和工件变形。进给速度:进给速度是指刀具或工件在切削过程中的移动速度,单位为毫米/分钟(mm/min)。进给速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,进给速度越高,切削效率越高,但进给速度过高容易导致刀具磨损过快和工件变形。切削深度:切削深度是指刀具在一次切削过程中切入工件的深度,单位为毫米(mm)。切削深度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削深度越大,切削效率越高,但切削深度过大容易导致刀具磨损过快和工件变形。重庆模具卧式加工中心
与卧式加工中心相关的文章
陕西卧式加工中心
- 宁夏多工位卧式加工中心 2025-12-13
- 海南交换台卧式加工中心 2025-12-13
- 宁夏交换台卧式加工中心 2025-12-13
- 重庆双工位卧式加工中心 2025-12-12
- 南宁机床卧式加工中心 2025-12-12
- 内蒙多工位卧式加工中心 2025-12-12
- 济南零件卧式加工中心 2025-12-11
- 广州专业卧式加工中心 2025-12-11
- 银川高速卧式加工中心 2025-12-11
- 海口精密卧式加工中心 2025-12-10
- 拉萨模具卧式加工中心 2025-12-10
- 合肥零件卧式加工中心 2025-12-10
与卧式加工中心相关的产品
与卧式加工中心相关的新闻
-
杭州金属卧式加工中心 2025-12-08 06:01:56在市场需求日益多样化的当下,卧式加工中心的柔性生产能力成为企业应对市场变化的重要优势。其先进的数控系统具备强大的编程功能,支持复杂零件的加工程序编制,可存储大量加工方案,针对不同品种、不同规格的零件,只需调用对应的加工程序,调整少量工装夹具即可快速切换加工任务,无需对设备进行大规模改造或重新调试。这...
-
杭州小型卧式加工中心 2025-12-08 00:12:27卧式加工中心实现自动化加工的优势——提高生产效率:通过采用自动换刀系统、自动测量系统、自动上下料系统等技术,可以实现对工件的快速更换、实时监测和自动装载卸载,从而提高了生产效率。保证加工精度:通过采用智能优化算法,可以实现对加工过程的自动优化,从而提高加工精度。同时,自动测量系统可以实时监测工件的尺...
-
武汉安全卧式加工中心 2025-12-07 01:01:37卧式加工中心在设计过程中充分考虑了操作与维护的便捷性,降低了企业的使用门槛。其人机交互界面采用直观易懂的操作面板,配备高清显示屏,操作流程简洁明了,操作人员经过简单培训即可熟练掌握设备的基本操作的。数控系统支持图形化编程、程序模拟等功能,能够直观显示加工过程,方便操作人员检查程序合理性,减少编程错误...
-
新疆金属卧式加工中心 2025-12-07 07:02:09卧式加工中心的结构设计天生适配大型、重型零件的加工需求。其水平布置的主轴与稳固的工作台形成了均衡的受力体系,床身与立柱采用强度材料铸造而成,经过精密加工与时效处理,具备极强的刚性与稳定性,能够有效承受重型工件的重量与加工过程中产生的切削力。工作台的承载面经过精细研磨,平整度与承载均匀性优异,可平稳支...
与卧式加工中心相关的问题
与卧式加工中心相关的标签
新闻资讯
产品推荐
-

西安模具五轴联动加工机
2026-01-15 -

青海自动化五轴联动加工机
2025-12-19 -
广州小型五轴联动加工机
2025-12-18 -
南京数控五轴联动加工机
2025-12-18 -
乌鲁木齐复合五轴联动加工机
2025-12-18 -
宁夏多功能五轴联动加工机
2025-12-18 -
福建模具五轴联动加工机
2025-12-18 -

西安复合五轴联动加工机
2025-12-18 -
福州环保五轴联动加工机
2025-12-17