如果PE管分水器的某个焊缝在试压时发现渗漏,有些施工人员会采用外部热风焊枪补焊或涂抹胶水的方式试图修复,但这些方法都是不可靠的。PE材料具有难粘性,除了同材质热熔以外,几乎没有胶水能长期有效粘接。热风补焊虽然能暂时封住漏点,但由于补焊区域材料老化且无法彻底清洁,在压力波动或温度变化后很容易再次开裂。正确的处理方法是切除该段焊缝,重新进行标准焊接。如果分水器本体出现裂纹,则必须整体更换分水器。选购时可以多备一个分水器作为施工余量,避免因一个焊点失败导致整个工程停工等待新配件,备用件的成本远低于工期延误的损失。严格执行焊接安全规程,配齐劳保用品,确保户外施工无安全事故发生。PE100 材质PE管分水器焊接
PE管分水器投入运行后并非一劳永逸,应建立定期巡检制度。检查频率根据供水水质和压力波动情况确定,一般民用系统每半年一次,工业高压系统每季度一次。检查内容包括:目视观察所有焊缝有无渗漏痕迹或白色应力发白现象,用手触摸焊缝翻边是否仍然完整、有无开裂或粉化;使用电子测厚仪测量分水器本体壁厚,对比原始记录以判断是否有磨损或膨胀变形;检查分支口的支撑支架是否松动、橡胶垫片是否老化;在分水器下方放置白色吸水纸,经过24小时后检查有无水渍。如果在巡检中发现微小渗漏,应在渗漏点两侧各10厘米处切除后重新焊接,严禁在原漏点上进行修补。每次检查结果应记录在档案中,形成分水器的健康档案。单排设计PE管分水器焊接污水输送用环保设备焊接分水器,减少污染物排放,符合生态园区环保要求。

针对PE管分水器焊接后的接口保温处理,上海罗苹实业采用PE保温管与保温棉双重保温方案。焊接接头冷却后,套装PE保温管(厚度≥20mm),外部缠绕保温棉并包扎防水布,确保接口在低温环境下无结冰现象。某北方城市集中供暖项目中,公司完成的PE管分水器焊接接头保温处理,在-20℃低温环境下无结冰,热量损耗率低于5%,满足集中供暖系统的保温要求。上海罗苹实业以标准化焊接流程、适配多场景的工艺方案及严格品控,确保 PE 管分水器焊接质量稳定可靠,可精确匹配不同行业的用水分配需求,积累了丰富的实战案例与客户信赖。
PE管材和分水器在挤出成型过程中,表面会形成一层薄薄的氧化层,这层氧化物的熔点比基体PE材料高出约30摄氏度,如果不彻底清理,热熔时氧化层会阻碍分子链的相互扩散,形成的焊缝强度只为正常焊缝的40%至60%。清理氧化层必须使用主要的刮削工具,普通砂纸或锉刀无法达到要求的切削精度。热熔对接的端面刮削后,应使用干净的白色纸巾擦拭刮削面,纸上不能出现黄色或黑色痕迹,否则说明刮削深度不够或刀具已钝。电熔焊接虽然不需要刮削整个圆周,但管材插入电熔管件范围内的外表面必须进行均匀的刮削,深度约0.1至0.2毫米。选购分水器时,可以向厂家购买配套的刮刀工具,并确认刀片材质为硬质合金,能够完成至少500次刮削而不明显变钝。对分水器接头做防腐处理,双重防护设计,延长户外供水管网使用年限。

PE管分水器焊接完成后需要经历一个无扰动的冷却固化阶段,这段时间内任何外力碰撞、提前拆装夹具或向焊缝浇水降温,都会在焊缝中产生内应力或微裂纹,导致后期承压时突然开裂。不同口径和壁厚的分水器冷却时间差异很大,例如dn50的管道热熔对接后至少冷却10分钟,而dn160的管道可能需要冷却30分钟以上。选购分水器时应向厂家索要推荐的冷却时间表,并严格按照规定执行。尤其在抢修工程中,施工人员容易着急通水,宁可缩短冷却时间也不愿等待,这是非常危险的做法。建议在施工方案中预留足够的冷却等候时间,必要时在焊缝附近贴警示带禁止人员靠近。具备焊接突发状况应急能力,快速处理故障,确保户外项目工期不受影响。单排设计PE管分水器焊接污水输送
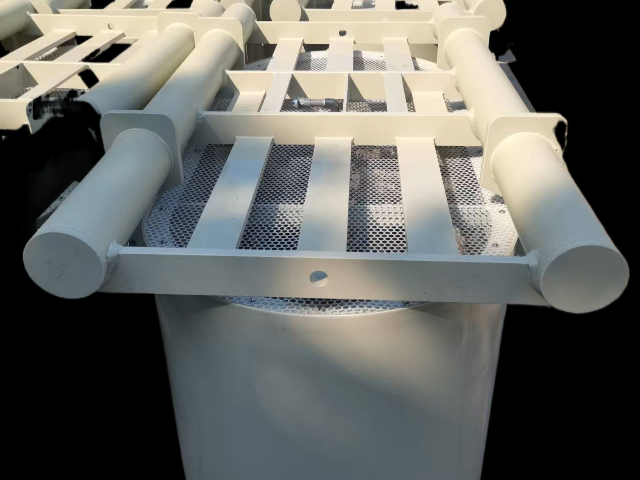
用全自动焊机加工大口径分水器,参数精确可控,提高建筑工程焊接效率与质量。PE100 材质PE管分水器焊接
当PE管分水器需要连接到现有的金属管道(如镀锌钢管或铜管)时,不能直接焊接,必须使用PE-金属转换接头。这类接头一端是PE热熔或电熔接口,另一端是标准金属螺纹或法兰。选购转换接头时,要确认金属部分的材质为黄铜或不锈钢,避免使用铸铁件,因为铸铁在潮湿环境中锈蚀后会破坏密封面。螺纹连接应缠绕生料带或使用液态生料带,法兰连接则需配备三元乙丙橡胶垫片。安装转换接头时,金属端需要用扳手以适当的扭矩拧紧,过紧会损坏螺纹,过松则漏水。同时要在金属管道侧设置柔性补偿装置(如不锈钢软管),因为PE管的热膨胀系数是金属管的7倍以上,刚性连接会导致接头处应力过大而拉裂。PE100 材质PE管分水器焊接







