在汽车油箱装配流水线中,自动翻转定位功能与视觉检测功能的协同工作,实现了装配过程的准确定位与质量监控。当油箱壳体被输送至某一装配工位需要调整姿态时,自动翻转定位装置会根据预设程序将油箱翻转至指定角度,此时视觉检测系统会立即对翻转后的油箱位置进行确认。视觉相机拍摄油箱上的定位标记,通过图像处理算法计算出实际位置与理论位置的偏差,并将偏差数据反馈给翻转定位控制系统。控制系统根据反馈数据驱动翻转机构进行微调,直至油箱位置偏差在允许范围内(通常不超过 ±0.1mm)。在后续的装配过程中,视觉系统会持续监测油箱的位置变化,若因外部因素导致油箱发生微小位移,会及时通知翻转定位装置进行补正。这种实时的定位反馈与调整机制,确保了整个装配过程中油箱始终处于准确的装配位置,为各部件的高质量装配提供了可靠保障。泵阀装配扭矩监控,确保连接强度达标。东莞生产装配流水线应用范围

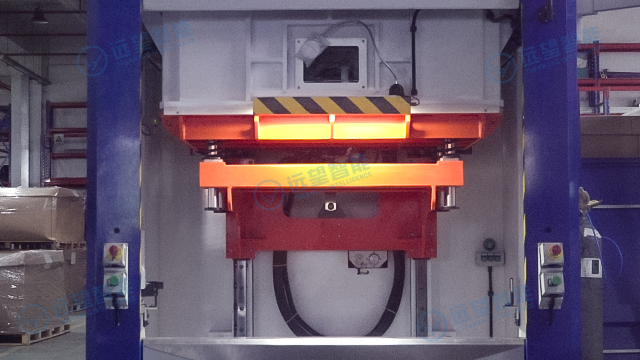
汽车油箱装配流水线的自动翻转定位装置配备有安全防护系统,确保设备运行过程中的人员和设备安全。安全防护系统包括红外光栅、急停按钮、安全门锁等组成部分。红外光栅安装在翻转装置的工作区域周围,当有人员或物体进入危险区域时,光栅会立即发出信号,控制系统会紧急停止翻转动作,防止发生碰撞事故。急停按钮分布在设备的操作面板和周边区域,操作人员在发现异常情况时可以迅速按下急停按钮,使设备立即停止运行。安全门锁安装在翻转装置的防护围栏门上,当门被打开时,设备会自动切断动力电源,无法进行翻转操作,只有当门关闭并锁紧后,设备才能重新启动。此外,系统还具备故障自诊断功能,当检测到翻转机构存在异常(如电机过载、传感器故障等)时,会自动停止运行并发出报警信号,提示操作人员进行处理。这些安全防护措施,为自动翻转定位装置的安全运行提供了保障。武汉多功能装配流水线工厂直销自动翻转定位重复精度高,保障装配一致性。

自动插管功能在操作过程中会实时监测插管力和插管深度,并将相关数据通过自动扫码关联至产品档案。在管路插管过程中,力传感器会记录插管过程中的平均阻力等数据,位移传感器会记录实际插管深度。这些数据会在插管完成后,通过自动扫码获取的油箱标识信息,实时上传至生产管理系统,与该油箱的产品档案进行关联存储。通过对这些数据的分析,管理人员可以了解不同批次管路和接口的装配难度,评估管路和接口的制造质量。若某一批次管路的插管阻力普遍偏大,可能说明该批次管路的尺寸精度存在问题;若某一工位的插管深度波动较大,可能提示该工位的设备需要进行校准。这种基于实际装配数据的分析和反馈,为生产过程的持续改进提供了有力依据,有助于不断优化产品设计和生产工艺。
泵阀装配工位的物料输送系统采用柔性输送技术,能够平稳输送不同规格的泵阀,避免物料损伤。柔性输送系统由皮带输送机和柔性定位工装组成,皮带采用食品级橡胶材质,表面柔软且具有一定的摩擦力,能够防止泵阀在输送过程中滑动和碰撞。柔性定位工装根据泵阀的外形设计,采用弹性材料制造,能够自动适应不同尺寸泵阀的定位需求,在输送过程中对泵阀起到稳定支撑和保护作用。输送系统的速度可以根据流水线的节拍进行无级调节,确保泵阀能够准确、平稳地输送至装配位置。在泵阀抓取位置,输送系统配备有准确的定位装置,能够将泵阀定位在固定的抓取点,便于机械臂准确抓取。这种柔性输送技术,有效避免了泵阀在输送过程中的损伤,提高了物料输送的安全性和准确性。电性能测试数据存档,支持质量问题追溯。

自动嵌环锁紧设备的故障诊断系统采用智能算法,能够快速定位故障原因并提供维修建议。故障诊断系统通过对设备各传感器的数据(如压力传感器、位移传感器、温度传感器等)进行实时监测和分析,当发现异常数据时,会启动故障诊断程序。智能算法会将异常数据与故障案例数据库中的历史数据进行比对,识别出可能的故障类型和原因,如锁紧压力异常可能是由于压力传感器故障、液压系统泄漏或嵌环尺寸不合格等原因引起。系统会根据故障原因的可能性大小进行排序,并为每种可能的故障原因提供详细的维修步骤和建议,如更换传感器、检查液压管路或调整嵌环供给参数等。同时,故障诊断系统还会记录故障发生的时间、现象、处理过程等信息,不断丰富故障案例数据库,提高诊断的准确性。这种智能故障诊断系统,缩短了设备的故障排查和维修时间,提高了设备的利用率。气密性测试结果实时显示,便于及时调整。东莞生产装配流水线应用范围
气密性测试不合格品自动分拣,防止流入下道。东莞生产装配流水线应用范围
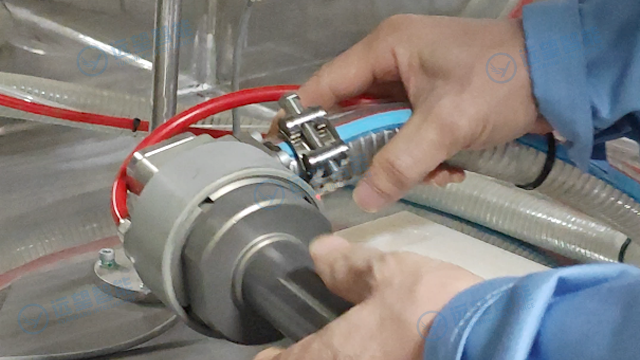
自动嵌环锁紧功能在汽车油箱装配中扮演着重要角色,主要用于油箱接口处金属嵌环的安装与固定。金属嵌环能够增强油箱接口的结构强度,防止因长期使用或振动导致接口变形渗漏。流水线的自动嵌环装置首先通过振动盘对嵌环进行有序排列和输送,嵌环在进入装配通道前会经过尺寸筛选,剔除不合格品。随后,取料机械臂准确抓取嵌环,并在视觉引导下将其对准油箱接口的嵌装槽。嵌环的压装过程由伺服压力机完成,压力机能够实时采集压装力和位移曲线,并与预设的合格曲线进行比对,确保嵌环压装到位且无损伤。压装完成后,自动锁紧机构会对嵌环的固定卡扣进行锁紧操作,锁紧扭矩可根据不同规格嵌环进行精确调整。该功能的应用,使嵌环装配的不良率从传统人工装配的 3% 降至 0.1% 以下。东莞生产装配流水线应用范围