人工装配线束工序采用人机协作模式,通过辅助工装与数字化指引提升装配效率与准确性。工位配备可调节工作台与照明系统,线束料盒按 “5S” 标准分区摆放,每个料盒内置 RFID 标签与光电传感器,实时监测物料库存。操作人员佩戴智能手环,工作台上方显示屏通过 AR 技术投射线束装配路径,高亮显示插接点位与顺序。插接处安装防错卡扣,若插反或未到位,工装会触发触觉反馈与声光提示。关键插接点设置压力传感器,确认插接力度达标后才允许进入下一工序。系统记录操作人员装配时间与质量数据,通过 MES 系统分析优化作业流程。该模式平衡了自动化与人工灵活性,将线束装配不良率从 3% 降至 0.5%,单台装配时间控制在 45 秒内。电性功能测试模块化接口,换型时间<10 分钟。上海新能源HVAC汽车空调智能装配检测产线24小时服务
人工装配线束工位的照明系统采用可调色温 LED 灯,色温可在 3000K-6500K 范围内调节,照度达 500-1000lux,满足不同线束颜色与精细操作的照明需求。工位配备无线呼叫系统,当操作人员遇到问题时,按下呼叫按钮即可通知班组长,同时在 MES 系统中记录呼叫原因与处理结果,用于优化工序安排。线束防错系统与设计 BOM 实时同步,当设计变更时,系统自动更新防错参数,避免使用旧版本数据导致的错装问题。操作人员配备智能手环,实时监测操作时间与动作规范性,当出现操作超时或异常动作时,手环震动提醒,同时在显示屏上显示标准操作指导,帮助操作人员及时纠正,将装配一致性提升至 99.8%。工作台下方安装抽屉式物料盒,采用条码定位技术,取用物料时自动点亮对应料盒指示灯,减少找料时间。中山HVAC汽车空调智能装配检测产线推荐厂家线束装配防错插头设计,物理层面避错插。

视觉外观检测系统通过多维度视觉识别技术,实现空调总成外观质量的整体把控。检测工位部署 4 组 30 帧 /s 高帧率工业相机,分别从正、侧、顶、底四个方向拍摄,单张图像分辨率达 4096×3072 像素,配合环形光、条形光及同轴光的多角度光源组合,确保复杂部位无照明死角。系统采用深度学习算法,经数万张缺陷样本训练,可识别划痕(≥0.1mm)、凹陷(≥0.5mm)、色差、装配间隙过大等 20 余种缺陷,缺陷检出率达 99.9%。检测时工装带动工件旋转 360°,图像采集与分析全程<2 秒,实现无视觉死角检测。系统设置多级缺陷判定标准,根据缺陷严重程度自动分流处理,轻微缺陷标记后流转,严重缺陷则触发返工。设备具备 IP65 防尘防水防护等级,支持在线算法升级与远程维护,通过分布式存储保存 3 个月检测图像,为质量追溯与工艺改进提供有力支持。
视觉引导机器人螺钉锁付工序融合高精度视觉识别与智能控制技术,成为产线装配的关键环节。该系统搭载 2000 万像素工业相机与远心镜头,配合环形 LED 自适应光源,可在 0.5 秒内完成螺钉孔位识别,定位精度达 ±0.05mm,即使工件表面存在轻微油污或划痕,识别成功率仍保持 99.9%。六轴协作机器人末端搭载智能电批,采用无刷电机驱动,维护周期超 10 万次,扭矩调节范围 0.5-15N・m,精度控制在 ±5% 以内。创新采用 “扭矩 + 角度” 双参数监控模式,通过扭矩传感器与角度编码器实时反馈数据,有效预防滑丝、漏锁及虚假拧紧等问题。系统支持离线编程与多螺钉并行作业,通过路径优化可同时锁付分布均匀的螺钉,单颗螺钉锁付时间<2 秒。视觉手眼标定误差<0.02mm,配合负压吸尘装置锁付粉尘,确保长期运行的稳定性与准确性,大幅提升装配质量与效率。噪音测试舱温湿度可控,确保避免环境干扰造成的影响。

人工装配线束工位采用人机协作优化模式,在保留人工灵活性的同时提升装配精度与效率。工位配备可升降调节工作台,适应不同身高操作人员需求,减少长时间作业疲劳。线束装配指导采用 3D 动画与 AR 投影技术,在显示屏上直观展示线束走向、插接顺序及固定位置,新员工经简单培训即可上岗。每个线束料盒内置 RFID 标签与光电传感器,实现物料先进先出管理与库存实时监控,当物料余量不足时,AGV 自动配送系统及时补料。关键插头与插座采用防错机械结构设计,配合扫码确认匹配性,从物理与信息层面双重防止错插。工作台配备静电消除离子风扇与放大镜照明装置,避免静电损伤电子元件并确保精细操作可视性。操作人员完成装配后扫码记录工号与时间,系统自动上传数据至 MES,实现全程可追溯,将不良率从传统模式的 3% 降至 0.5% 以下。机器人螺钉供料振动盘,缺料自动预警补料。中山HVAC汽车空调智能装配检测产线推荐厂家
流量测试图形化编程,无需专业编程知识。上海新能源HVAC汽车空调智能装配检测产线24小时服务
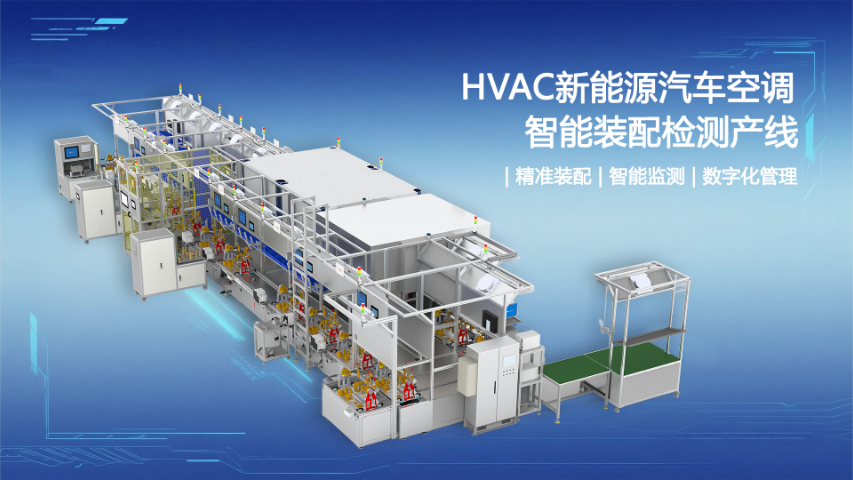
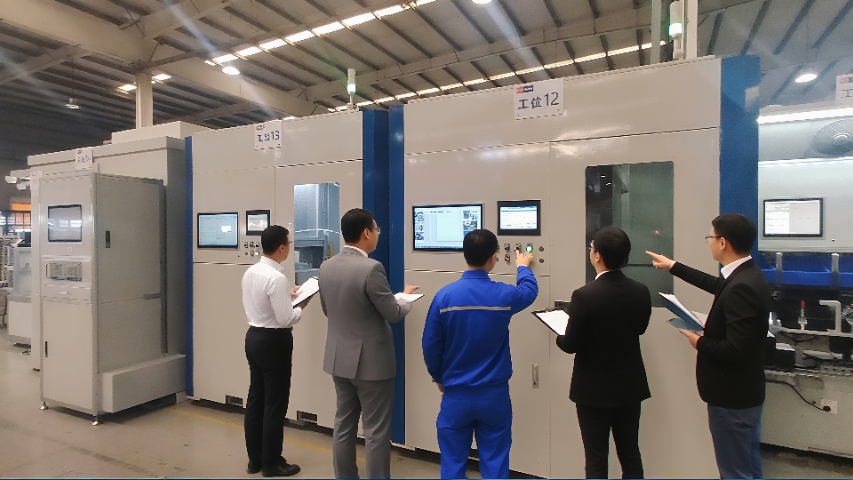
该 HVAC 汽车空调智能装配检测产线的倍速链自动传送系统是实现高效生产的关键基础,专为新能源车空调多样化装配需求设计。系统采用特制链条与精密导轨组合,链条抗拉强度≥1000N,可承受极限工装板负载 50kg,确保长期稳定运行。传送速度实现 0.5-5m/min 无级调速,通过变频驱动技术实现启动与停止过程的平稳无冲击,有效减少工件在传送中的晃动。工装板采用模块化设计,底部安装耐磨滑块,与导轨摩擦系数≤0.02,配合 “机械定位 + 视觉校准” 双重定位机制,使得定位误差≤±0.1mm。链条张紧装置配备弹簧式自动补偿结构,持续保持张紧力,减少人工维护频次。系统分布多个紧急停止按钮,配合气动阻挡器的 0.3 秒快速响应,在确保产线节拍稳定的同时,为安全生产提供坚实保障,全力支撑 CT 时间<65S 的高效生产目标。上海新能源HVAC汽车空调智能装配检测产线24小时服务