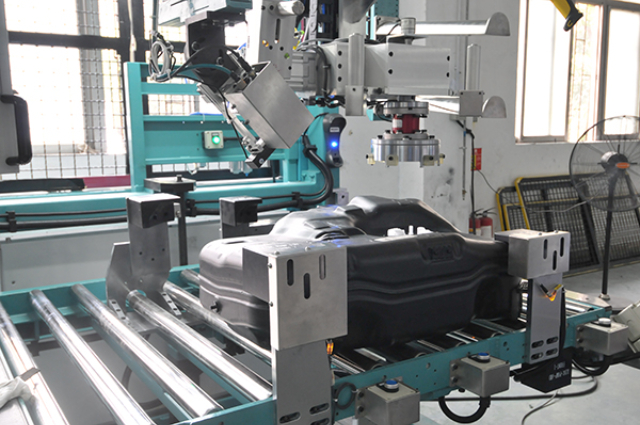
视觉检测系统在汽车油箱装配流水线中采用多相机协同工作模式,确保对油箱装配质量的完全覆盖。由于油箱的结构复杂,存在多个装配面和隐蔽部位,单相机难以实现整体检测。视觉检测工位配备有多个高分辨率工业相机,分别从顶部、底部、侧面等不同角度对油箱进行拍摄,每个相机负责特定区域的检测任务。例如,顶部相机主要检测泵阀、传感器等顶部部件的装配情况;底部相机重点检测底部管路接口和焊接缝的质量;侧面相机则负责检测侧面管路的走向和固定情况。各相机拍摄的图像数据会被传输至中心图像处理单元,进行统一的分析和处理。系统会对各相机的检测结果进行汇总,形成完整的质量检测报告。这种多相机协同检测模式,消除了检测盲区,确保了对油箱各个关键部位装配质量的整体监控,提高了质量检测的覆盖率和可靠性。气密性测试不合格品自动分拣,防止流入下道。佛山输送装配流水线工厂直销

自动扫码功能贯穿于汽车油箱装配流水线的全过程,实现了生产数据的实时采集与追溯管理。在油箱壳体上线时,自动扫码设备会读取壳体上的原始标识,将其录入生产管理系统,建立产品档案。在泵阀装配工位,扫码设备会记录泵阀的型号、序列号等信息,并与油箱标识关联,确保泵阀与油箱的匹配性。管路装配时,扫码记录管路的规格、生产批次等数据,为后续的质量追溯提供依据。在自动嵌环锁紧、自动插管等关键工序,扫码设备会将装配参数(如锁紧力、插管深度等)与油箱标识绑定存储。当油箱经过电性能测试、气密性测试、视觉检测等环节时,扫码功能会记录各项检测结果,形成完整的质量检测报告。之后,在产品下线时,通过扫码汇总所有生产和检测数据,生成产品合格证书,实现了从原材料投入到成品出厂的全流程数据追溯,为生产过程的优化和质量问题的分析提供了可靠的数据支撑。佛山输送装配流水线工厂直销远望装配流水线具有泵阀装配及管路装配,可大幅提升生产效率。

电性能测试是汽车油箱装配流水线中保障油箱电子部件正常工作的关键检测环节。随着汽车电子化程度的不断提高,油箱上集成的电子元件(如燃油泵、油位传感器、温度传感器等)日益增多,其电性能的稳定性直接影响车辆的燃油计量和运行安全。测试设备通过特定的自动化测试夹具与油箱上的电子接口进行连接,避免了人工插拔造成的接触不良问题。测试系统会按照预设的程序依次对各电子元件的供电电压、工作电流、信号输出精度等参数进行检测。例如,在测试油位传感器时,设备会模拟不同油位状态,检测传感器输出信号与实际油位的对应误差是否在允许范围内;在测试燃油泵时,会检测其在不同电压下的转速和输出压力是否符合设计要求。测试过程中,所有数据会实时传输至控制系统进行分析判断,合格的产品会自动进入下一工序,不合格品则会被标记并分流至返修区。该测试环节的检测覆盖率达到 100%,测试时间只需 30 秒,确保了电子部件的质量可靠性。
视觉检测系统的图像处理算法采用深度学习技术,不断提升对装配缺陷的识别能力。传统的基于规则的图像处理算法对复杂缺陷的识别能力有限,容易受光照变化、背景干扰等因素影响。采用深度学习技术后,系统通过大量标注的缺陷图像数据对神经网络进行训练,使算法能够自主学习不同类型缺陷的特征,如管路接口的微小裂缝、密封胶的气泡、零件表面的划痕等。在实际检测过程中,深度学习算法能够在复杂的背景中准确识别出各种缺陷,即使是细微的、以前未见过的缺陷类型,也能通过其泛化能力进行判断。同时,系统还具备在线学习功能,操作人员可以对误判的缺陷图像进行标注和修正,算法会根据新的标注数据进行自我优化,不断提高识别精度。这种基于深度学习的视觉检测技术,使缺陷识别率提升至 99.9% 以上,大幅降低了漏检率和误检率。视觉检测光源自适应,确保成像清晰稳定。
自动扫码功能在汽车油箱装配流水线中实现了产品全生命周期的数据追溯,为生产管理和质量控制提供了准确的数据支持。在油箱装配的起始阶段,每个油箱壳体都会被赋予一个特定的二维码或条形码标识,该标识包含了产品的型号、批次、生产日期等基础信息。随着装配过程的推进,在每个关键工位(如泵阀装配、管路连接、性能测试等)都配备有自动扫码设备,当油箱经过该工位时,扫码设备会自动识别并读取油箱上的标识信息,并将该工位的操作数据(如装配参数、检测结果、操作人员等)与标识信息关联存储至数据库中。通过这种方式,能够形成完整的产品追溯链条,管理人员可以通过扫码快速查询到每个油箱在各工位的详细生产信息。在产品出厂后,若出现质量问题,也可以通过扫码追溯到具体的生产环节和相关责任人,为质量改进提供准确依据。自动扫码功能的应用,不仅提高了数据采集的准确性和效率,还为生产过程的信息化管理奠定了基础。管路装配路径规划合理,减少干涉确保顺畅。佛山输送装配流水线工厂直销
电性能测试严格检测电路连接,确保用电安全。佛山输送装配流水线工厂直销
自动翻转定位功能为汽车油箱装配流水线的高效运转提供了关键支撑。在油箱壳体的装配过程中,不同的装配工序往往需要油箱处于不同的姿态,传统人工翻转不仅劳动强度大,还容易因定位不准影响装配质量。该流水线的自动翻转定位装置由高精度伺服电机驱动,配合XXXXXXXXXXXXXXXXXXXXXXXXX值编码器实现角度的准确控制,翻转角度范围可达 0 - 360 度,定位精度高达 ±0.05 度。当油箱壳体被输送至翻转工位时,柔性夹具会根据油箱的外形自动调整夹持力度,避免对壳体表面造成损伤。翻转过程中,设备的平衡控制系统会实时调整重心,确保翻转动作平稳无晃动。同时,激光定位仪会对油箱的基准孔进行识别,实现翻转后的二次定位校准,保证后续装配工序的基准一致性。这一功能的应用,使得油箱在各装配工位间的转换时间减少了 60%,大幅提升了流水线的节拍效率。佛山输送装配流水线工厂直销







