泵口温度在线监测功能与各工位加工过程的联动控制,是汽车油箱柔性生产线保证加工质量的重要闭环控制手段。在线监测系统实时采集泵口温度数据,并将数据反馈给生产线的控制系统。当温度数据超出预设范围时,控制系统会立即向相关工位发出调整指令。在 ST1 阶段的开孔加工中,若泵口温度过高,系统会控制机器人降低开孔速度或暂停加工,待温度恢复正常后再继续;在 ST2 和 ST3 阶段的焊接过程中,温度异常时系统会调整焊接电流、电压等参数,确保焊接质量不受温度影响。这种实时监测与联动控制的模式,形成了一个动态的质量控制闭环,有效避免了因温度问题导致的加工缺陷,提高了产品的质量稳定性。安全防护系统自检功能确保防护措施持续有效。上海大型汽车燃油箱柔性生产线按需设计

ST4 阶段的人工辅助上料与智能检测系统的信息交互,提高了异常处理的效率和准确性。当人工辅助上料过程中发现油箱存在明显外观缺陷或异常时,操作人员可以通过工位旁的 HMI 界面记录异常信息并上传至智能检测系统;智能检测系统在对该油箱进行检测时,会重点关注操作人员标记的异常区域,进行更细致的检测和分析。同时,智能检测系统发现的检测结果也会实时反馈给操作人员,若检测结果与操作人员标记的异常一致,系统会自动归类处理;若存在差异,会提示操作人员进行复核。这种信息交互机制,实现了人工经验与自动化检测的优势互补,提高了异常识别的准确性和处理效率,减少了不合格品的流出风险。深圳稳定汽车燃油箱柔性生产线应用范围ST2 精密焊接针对关键部位采用多层脉冲工艺。

ST1 阶段的废料同步自动回收检测功能对生产过程的持续改进具有重要意义。回收的废料不仅经过分类处理实现资源再利用,其检测数据还被反馈至生产管理系统。系统通过分析废料的数量、形状、产生位置等信息,能够识别开孔加工过程中可能存在的问题,如刀具磨损、参数设置不合理等。例如,若某一时间段内废料数量突然增加或形状异常,系统会提示操作人员检查刀具状态或调整开孔参数;通过长期的废料数据分析,还可以优化刀具更换周期和加工参数设置,减少废料产生,提高材料利用率和加工质量。这种基于废料数据的持续改进模式,促进了生产线的精益生产水平不断提升。
入口高精度扫码识别型号功能与全自动换型系统的协同配合,构成了汽车油箱柔性生产线柔性化生产的基础。当油箱进入生产线时,扫码设备快速识别型号并将信息传输至控制系统,控制系统立即调用全自动换型系统,根据油箱型号自动完成各工位设备的参数调整和换型操作。这种协同运作模式实现了从油箱识别到设备换型的无缝衔接,确保了不同型号油箱能够在生产线中顺畅流转和加工。例如,当识别到一款新的油箱型号时,ST1 阶段的机器人会自动调整开孔参数,ST2 阶段的焊接程序会相应更新,ST3 和 ST4 阶段的设备也会做出适应性调整。这种全流程的协同换型能力,极大地提高了生产线的生产效率和灵活性。生产线机器人全自动换型系统支持六款型号 30 秒内无人切换。
ST1 阶段作为汽车油箱柔性生产线的起始环节,承担着重要的加工任务。智能物流系统在此发挥关键作用,它能够自动将油箱输送至指定位置,并实现自动夹紧,整个过程无需人工干预,既提高了效率,又降低了人为操作带来的误差。机器人集成的力 - 位传感自适应浮动开孔单元是该阶段的关键装备,它能够执行泵口微米级的精密加工,确保开孔的精度和质量满足高标准要求。高可靠性定向供料单元则负责物料的准确供给,同时实时验证物料状态,确保在加工过程中不会出现物料差错,实现零差错生产。此外,废料同步自动回收检测功能不仅保持了生产环境的整洁,还能对废料进行检测,为生产过程的优化提供数据支持。自动化集成实现少人化生产,降低人工误差。深圳稳定汽车燃油箱柔性生产线应用范围
ST1 力 - 位传感单元自适应不同材质油箱加工需求。上海大型汽车燃油箱柔性生产线按需设计
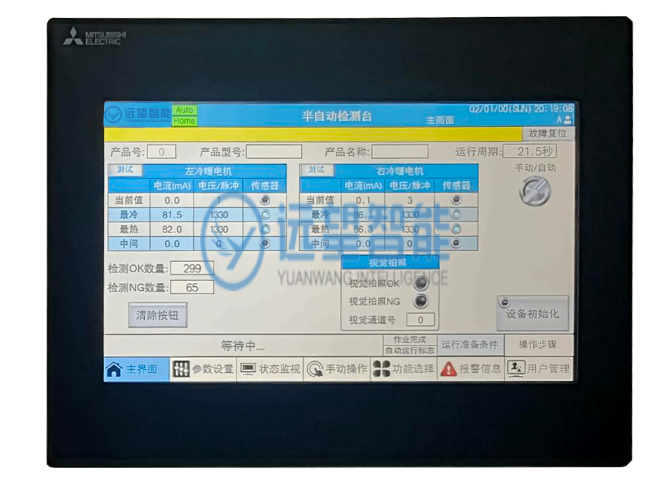
ST4 阶段集成的智能检测系统,是汽车油箱柔性生产线保证产品质量的重要环节。该系统采用了先进的检测设备和算法,能够对加工完成的油箱进行准确的检测,包括尺寸精度、焊接质量、密封性等多项指标。智能检测系统通过自动化的检测流程,避免了人工检测带来的主观性和误差,提高了检测的准确性和效率。检测完成后,系统能够自动根据检测结果分拣出良品和不良品,并将良品进行装箱,不良品则进行标记和隔离,以便后续处理。智能检测系统的应用,确保了出厂产品的质量,提高了客户的满意度。上海大型汽车燃油箱柔性生产线按需设计