自动扫码功能贯穿于汽车油箱装配流水线的全过程,实现了生产数据的实时采集与追溯管理。在油箱壳体上线时,自动扫码设备会读取壳体上的原始标识,将其录入生产管理系统,建立产品档案。在泵阀装配工位,扫码设备会记录泵阀的型号、序列号等信息,并与油箱标识关联,确保泵阀与油箱的匹配性。管路装配时,扫码记录管路的规格、生产批次等数据,为后续的质量追溯提供依据。在自动嵌环锁紧、自动插管等关键工序,扫码设备会将装配参数(如锁紧力、插管深度等)与油箱标识绑定存储。当油箱经过电性能测试、气密性测试、视觉检测等环节时,扫码功能会记录各项检测结果,形成完整的质量检测报告。之后,在产品下线时,通过扫码汇总所有生产和检测数据,生成产品合格证书,实现了从原材料投入到成品出厂的全流程数据追溯,为生产过程的优化和质量问题的分析提供了可靠的数据支撑。电性能测试多模式切换,适配不同检测需求。扬州小型装配流水线工艺
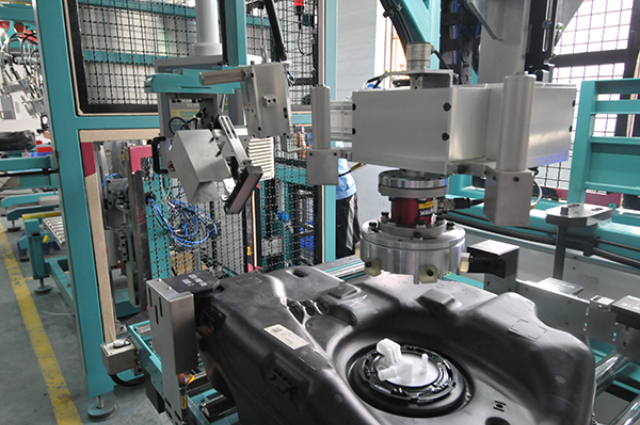
泵阀装配环节中应用的自动嵌环锁紧功能,进一步强化了泵阀与油箱壳体连接的密封性和结构强度。泵阀与油箱壳体的连接接口处通常需要安装密封嵌环,以防止燃油从接口处泄漏。在泵阀装配前,自动嵌环锁紧设备会先将密封嵌环安装在油箱的泵阀接口处。设备的取料机构准确抓取嵌环,在视觉引导下将其放入接口的环形槽内,随后锁紧压头对嵌环进行均匀施压,使嵌环发生弹性变形并与环形槽紧密贴合,形成初步密封。嵌环锁紧完成后,泵阀装配机械臂再将泵阀安装到接口上,泵阀的法兰面会与嵌环紧密接触,进一步压缩嵌环,增强密封效果。同时,嵌环还能在泵阀与油箱壳体之间起到缓冲作用,减少车辆行驶过程中的振动对泵阀连接部位的影响,防止连接松动。这种先嵌环锁紧后安装泵阀的工艺,使泵阀接口的密封性能和结构稳定性得到很大程度地提升。直销装配流水线回收泵阀装配工位准确定位,确保部件安装尺寸达标。
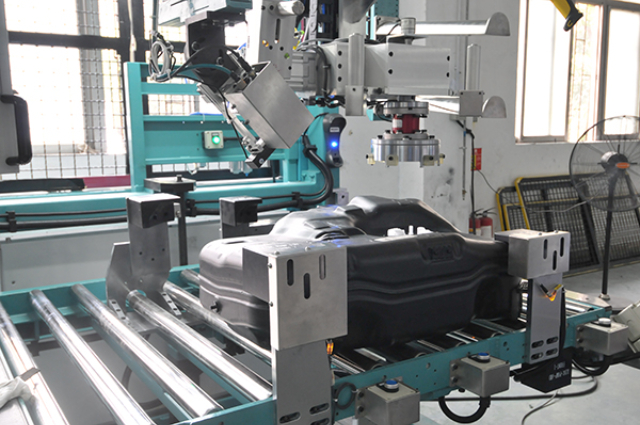
在汽车油箱装配流水线中,自动翻转定位功能与视觉检测功能的协同工作,实现了装配过程的准确定位与质量监控。当油箱壳体被输送至某一装配工位需要调整姿态时,自动翻转定位装置会根据预设程序将油箱翻转至指定角度,此时视觉检测系统会立即对翻转后的油箱位置进行确认。视觉相机拍摄油箱上的定位标记,通过图像处理算法计算出实际位置与理论位置的偏差,并将偏差数据反馈给翻转定位控制系统。控制系统根据反馈数据驱动翻转机构进行微调,直至油箱位置偏差在允许范围内(通常不超过 ±0.1mm)。在后续的装配过程中,视觉系统会持续监测油箱的位置变化,若因外部因素导致油箱发生微小位移,会及时通知翻转定位装置进行补正。这种实时的定位反馈与调整机制,确保了整个装配过程中油箱始终处于准确的装配位置,为各部件的高质量装配提供了可靠保障。
电性能测试设备的测试夹具采用自适应设计,能够兼容不同型号油箱的电子接口测试需求。不同车型的油箱电子接口在数量、位置、形状等方面存在差异,传统的测试夹具需要频繁更换,影响生产效率。自适应测试夹具配备有多个可调节的测试探针组,每个探针组的位置和角度都可以通过伺服电机进行精确调整。当通过自动扫码识别油箱型号后,测试系统会根据该型号油箱的电子接口布局数据,驱动伺服电机调整各探针组的位置,使测试探针与油箱上的电子接口准确对准。同时,探针组还具备一定的弹性缓冲能力,在接触过程中能够自动补偿微小的位置偏差,确保良好的电气接触。这种自适应测试夹具,无需更换硬件即可满足不同型号油箱的测试需求,提高了电性能测试工位的通用性和切换效率。嵌环锁紧完成自动检测,确认安装到位。

汽车油箱装配流水线的气密性测试工位配备有先进的数据分析系统,能够对测试数据进行深度挖掘,为质量改进提供方向。气密性测试设备会记录每个油箱的测试压力曲线、保压过程中的压力变化曲线等详细数据,并通过自动扫码将这些数据与油箱标识关联存储。数据分析系统会定期对这些数据进行统计分析,计算不同车型、不同批次油箱的气密性合格率,分析压力下降值的分布规律。通过对比不同工位的装配数据和对应的气密性测试结果,系统能够识别出对气密性影响较大的关键工序,如某一装配工位的管路接口装配质量与气密性合格率存在明显相关性,则提示需要重点关注该工位的装配工艺。同时,系统还能通过分析压力变化曲线的特征,判断泄漏的类型和可能位置,如快速压降可能提示存在较大泄漏点,缓慢压降可能提示存在微泄漏。这种数据驱动的质量改进方式,使生产过程的质量控制更加准确有效。气密性测试多压力段控制,准确识别泄漏等级。苏州多功能装配流水线应用范围
电性能测试覆盖全电路,及时发现短路等问题。扬州小型装配流水线工艺
自动嵌环锁紧功能在汽车油箱装配中扮演着重要角色,主要用于油箱接口处金属嵌环的安装与固定。金属嵌环能够增强油箱接口的结构强度,防止因长期使用或振动导致接口变形渗漏。流水线的自动嵌环装置首先通过振动盘对嵌环进行有序排列和输送,嵌环在进入装配通道前会经过尺寸筛选,剔除不合格品。随后,取料机械臂准确抓取嵌环,并在视觉引导下将其对准油箱接口的嵌装槽。嵌环的压装过程由伺服压力机完成,压力机能够实时采集压装力和位移曲线,并与预设的合格曲线进行比对,确保嵌环压装到位且无损伤。压装完成后,自动锁紧机构会对嵌环的固定卡扣进行锁紧操作,锁紧扭矩可根据不同规格嵌环进行精确调整。该功能的应用,使嵌环装配的不良率从传统人工装配的 3% 降至 0.1% 以下。扬州小型装配流水线工艺