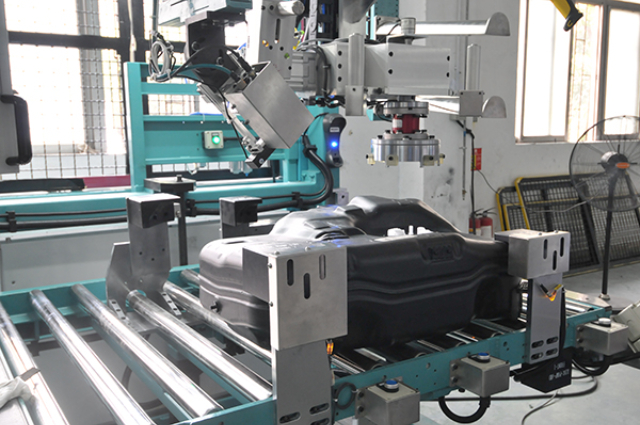
视觉检测功能在汽车油箱装配流水线中如同 “火眼金睛”,为产品质量的把控提供了有力支撑。该功能采用高分辨率工业相机配合先进的图像识别算法,对油箱装配过程中的关键环节和成品进行整体检测。在装配过程中,视觉系统会实时监测泵阀、管路、嵌环等部件的安装位置是否准确,有无漏装、错装现象。例如,在检测管路接口时,系统能够识别接口的朝向、插入深度是否符合标准,以及接口处的密封胶涂抹是否均匀完整。对于油箱壳体的外观检测,视觉系统可识别表面是否存在划痕、凹陷、变形等缺陷,以及焊接部位是否存在焊瘤、虚焊等问题。检测过程中,图像数据会被实时传输至图像处理单元,通过与预设的标准模板进行比对,快速判断产品是否合格。对于不合格的产品,系统会自动标记缺陷位置并发出报警信号,便于操作人员及时处理。视觉检测的精度可达 0.01mm,检测效率能够满足流水线的节拍要求。自动翻转机构灵活调整角度,适配多工序装配需求。东莞电子装配流水线定制价格

视觉检测系统的照明方案采用多光源组合设计,确保在不同检测场景下都能获得清晰的图像。油箱的不同部位和不同类型的缺陷对光照的要求各不相同,单一光源难以满足所有检测需求。多光源组合设计根据不同的检测任务配置了相应的光源类型和照射方式,如检测表面划痕时采用低角度环形光源,能够增强划痕的对比度;检测接口密封胶时采用同轴光源,减少接口边缘的阴影影响;检测深孔内的装配情况时采用点光源配合导光棒,提高深孔内的光照强度。光源的亮度和色温可以通过控制系统进行精确调节,以适应不同材质油箱表面的反光特性。这种灵活的照明方案,确保了视觉系统在各种检测场景下都能拍摄到高质量的图像,为缺陷识别提供了清晰的图像基础。上海自动化装配流水线报价管路装配防缠绕设计,确保管路布局合理。

管路装配与自动扫码功能的结合,实现了管路物料的准确追溯和防错装配。在管路装配工位,流水线会通过自动扫码设备分别读取待装配管路的标识和油箱上的标识信息,并将两者进行比对。系统会根据预设的物料匹配规则,判断该管路是否与当前油箱的型号和配置相匹配,若不匹配则立即发出报警信号,阻止装配过程进行,有效防止错装现象的发生。同时,扫码信息会记录管路的生产厂家、生产日期、批次等信息,并与油箱标识关联存储,实现了管路物料的全程追溯。当管路装配完成后,扫码设备会再次扫描油箱标识,记录管路装配的时间、操作人员代码、装配参数等数据,形成完整的装配记录。这种物料防错和数据追溯机制,不*提高了管路装配的准确性,还为后续的质量问题分析和追溯提供了详细的数据支持。
电性能测试设备的测试夹具采用自适应设计,能够兼容不同型号油箱的电子接口测试需求。不同车型的油箱电子接口在数量、位置、形状等方面存在差异,传统的测试夹具需要频繁更换,影响生产效率。自适应测试夹具配备有多个可调节的测试探针组,每个探针组的位置和角度都可以通过伺服电机进行精确调整。当通过自动扫码识别油箱型号后,测试系统会根据该型号油箱的电子接口布局数据,驱动伺服电机调整各探针组的位置,使测试探针与油箱上的电子接口准确对准。同时,探针组还具备一定的弹性缓冲能力,在接触过程中能够自动补偿微小的位置偏差,确保良好的电气接触。这种自适应测试夹具,无需更换硬件即可满足不同型号油箱的测试需求,提高了电性能测试工位的通用性和切换效率。电性能测试严格检测电路连接,确保用电安全。
电性能测试是汽车油箱装配流水线中保障油箱电子部件正常工作的关键检测环节。随着汽车电子化程度的不断提高,油箱上集成的电子元件(如燃油泵、油位传感器、温度传感器等)日益增多,其电性能的稳定性直接影响车辆的燃油计量和运行安全。测试设备通过特定的自动化测试夹具与油箱上的电子接口进行连接,避免了人工插拔造成的接触不良问题。测试系统会按照预设的程序依次对各电子元件的供电电压、工作电流、信号输出精度等参数进行检测。例如,在测试油位传感器时,设备会模拟不同油位状态,检测传感器输出信号与实际油位的对应误差是否在允许范围内;在测试燃油泵时,会检测其在不同电压下的转速和输出压力是否符合设计要求。测试过程中,所有数据会实时传输至控制系统进行分析判断,合格的产品会自动进入下一工序,不合格品则会被标记并分流至返修区。该测试环节的检测覆盖率达到 100%,测试时间只需 30 秒,确保了电子部件的质量可靠性。自动翻转定位功能确保油箱装配姿态准确,便于操作。东莞电子装配流水线定制价格
泵阀装配工位准确定位,确保部件安装尺寸达标。东莞电子装配流水线定制价格
汽车油箱装配流水线的泵阀装配工位在自动翻转定位功能的协同作用下,实现了复杂装配动作的准确可控。当油箱壳体需要进行泵阀安装时,流水线会将其输送至配备自动翻转定位装置的工位。首先,定位传感器会对油箱壳体的基准孔进行识别,确定初始位置信息。随后,翻转机构根据泵阀安装面的朝向需求,驱动油箱壳体进行精确翻转,使安装面处于水平或倾斜的合适装配角度。在翻转过程中,设备的夹紧装置会始终保持对油箱壳体的稳定夹持,防止其在翻转过程中发生晃动或位移。当油箱壳体到达预设装配姿态后,锁紧机构会将翻转机构固定,确保装配过程中位置不变。此时,泵阀装配机械臂便可以在稳定的工件姿态下进行泵阀的抓取、对位和安装操作。自动翻转定位与泵阀装配的协同工作,不*解决了传统人工翻转定位效率低、精度差的问题,还使泵阀装配的位置精度控制在 ±0.2mm 以内,大幅提升了装配质量的稳定性。东莞电子装配流水线定制价格