MES 系统的能源管理模块实时监测产线的 electricity、压缩空气、水资源消耗,通过智能电表、气表等采集数据,精度达 ±0.5%,生成能耗分析报表,识别能耗高峰与浪费点,提出节能建议,如优化设备运行时间、调整空调温度等,使产线单位能耗降低 15% 以上。系统具备生产异常闭环管理功能,当出现质量异常、设备故障等问题时,自动生成异常处理单,通过移动端推送至责任人员,记录处理过程与结果,确保每个异常都得到跟踪解决,异常关闭率达 100%。数据备份采用本地 + 云端双重备份策略,本地备份每小时自动进行,云端备份每天同步一次,确保数据安全不丢失。系统支持与客户供应链系统对接,自动推送生产进度与完工信息,实现供应链的协同管理,缩短订单交付周期。流量测试风道光滑处理,粗糙度 Ra≤0.8μm。苏州高效率HVAC汽车空调智能装配检测产线工艺

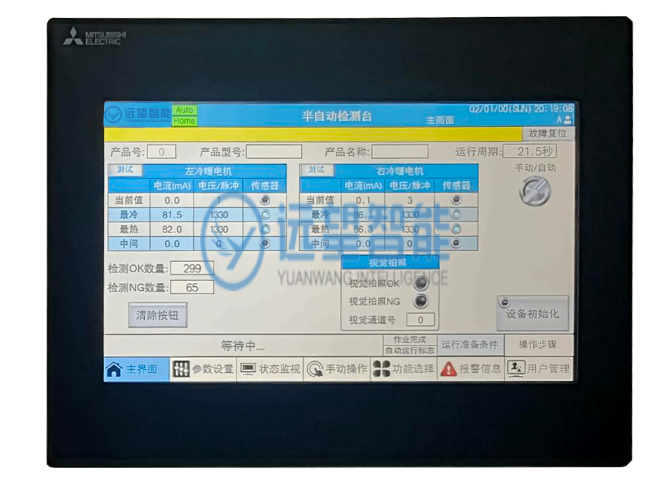
电性功能测试平台的电源模块采用宽范围可调设计,输出电压可在 0-600V 范围内连续调节,电流可达 50A,满足不同电压等级新能源车空调的测试需求。信号发生单元可生成 PWM、CAN、LIN 等多种控制信号,信号精度达 ±0.1%,可模拟车载控制器对空调的控制逻辑。测试夹具采用快速更换结构,通过定位销与锁紧把手实现快速拆装,更换不同型号产品的夹具时间<2 分钟。安全防护方面,平台具备接地电阻检测、绝缘强度测试等功能,测试过程中若检测到接地不良或绝缘击穿,立即切断所有电源并发出声光报警。测试软件采用模块化架构,可根据客户需求快速添加新的测试项目,支持与 MES 系统实时通讯,测试完成后自动上传测试数据与判定结果,生成测试报告编号,实现从测试到追溯的全流程数字化管理。苏州高效率HVAC汽车空调智能装配检测产线工艺MES 与 ERP 对接,生产财务数据无缝集成。
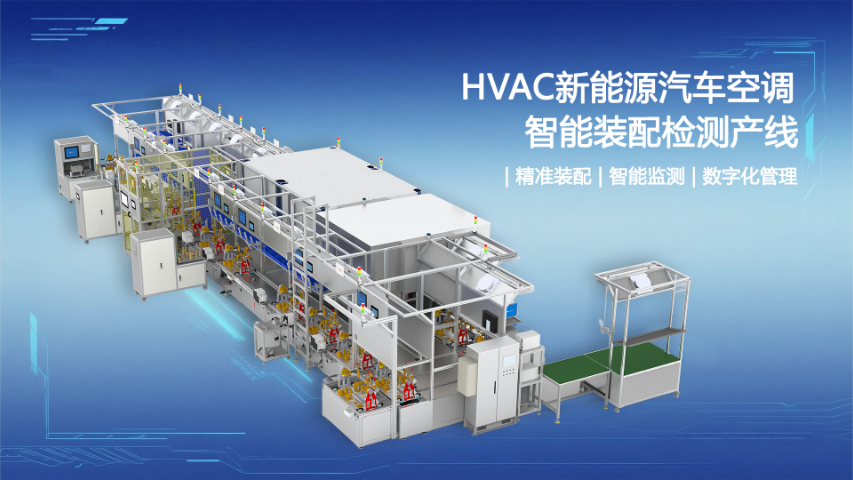
MES 系统集成实现产线全流程数字化管控,构建 “人、机、料、法、环” 一体化管理平台。系统通过工业以太网实时采集各工位数据,传输延迟<100ms,采用边缘计算技术在产线节点完成数据预处理,提升响应速度。生产计划模块根据订单优先级自动排程,动态调整工位节拍,确保 CT 时间稳定<65S,当出现瓶颈工位时自动预警并优化资源分配。质量追溯模块通过工件编码,可追溯从原材料到成品的全生命周期数据,包括操作人员、设备参数、检测结果等。设备管理模块建立数字孪生模型,实时监控温度、振动等参数,通过大数据分析预测故障风险,将月停机时间控制在<2 小时。系统支持三维可视化监控与多语言操作界面,自动生成产量、质量、OEE 等各类报表,与 ERP 系统无缝对接,为管理层提供数据驱动的决策支持,持续提升生产效率与质量。
气密性测试系统的控制单元采用 32 位高性能微处理器,运算速度达 100MIPS,可同时处理 8 路测试通道的数据,确保多腔体同时检测时的精度与效率。压力调节采用比例阀 + 精密减压阀组合,控制精度达 ±0.1kPa,可实现从低压到高压的平滑过渡。测试程序支持多阶段保压设置,如先以 10kPa 保压 5 秒,再升至 30kPa 保压 10 秒,检测不同压力下的密封性能。系统具备泄漏率自动计算与温度补偿功能,根据理想气体状态方程,自动修正环境温度(-10-50℃)与大气压(86-106kPa)变化对检测结果的影响,补偿精度达 ±0.5Pa。测试数据存储采用固态存储器,容量达 128GB,可保存至少 10 万组测试数据,支持 USB 导出与网络上传两种方式。设备外壳采用不锈钢材质,表面经过防腐蚀处理,适应车间潮湿多尘环境,平均无故障运行时间(MTBF)>1000 小时。自动涂油参数扫码匹配,避免油脂误用问题。

自动涂油系统的涂油程序采用图形化编程界面,操作人员可通过拖拽轨迹模块快速生成涂油路径,无需专业编程知识,新程序调试时间缩短至 30 分钟以内。系统内置涂油工艺知识库,存储不同材质、不同工况下的涂油参数,如橡胶密封圈的涂油量建议值为 0.05-0.1ml / 处,金属轴承的涂油厚度建议值为 10-20μm,操作人员可直接调用并根据实际情况微调。涂油机器人配备教导盒,支持手动示教功能,对于复杂不规则的涂油区域,可通过手动拖动机器人末端进行轨迹示教,示教精度达 ±0.05mm。设备安装能源监控模块,实时记录涂油过程中的能耗数据,分析不同产品的涂油能耗差异,优化能源使用效率,相比传统涂油设备能耗降低 15-20%。系统还具备远程诊断功能,厂家工程师可通过网络查看设备运行日志与报警信息,远程指导故障排除,减少现场服务成本。倍速链变频调速启动平稳,无冲击减工件晃动。深圳快速HVAC汽车空调智能装配检测产线优势
倍速链工装板模块化设计,换型时间<5 分钟适配多型号。苏州高效率HVAC汽车空调智能装配检测产线工艺
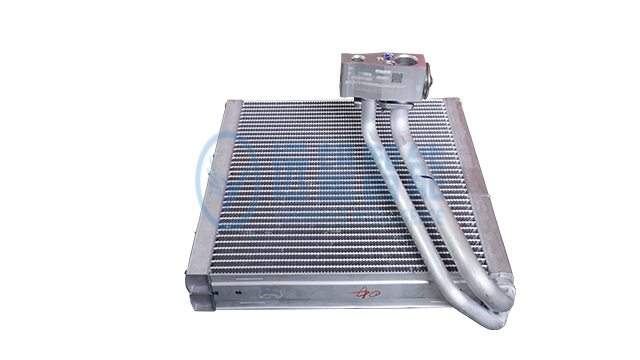
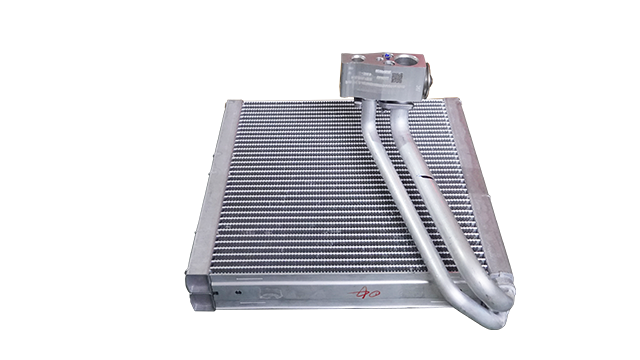
该 HVAC 汽车空调智能装配检测产线的倍速链自动传送系统是实现高效生产的关键基础,专为新能源车空调多样化装配需求设计。系统采用特制链条与精密导轨组合,链条抗拉强度≥1000N,可承受极限工装板负载 50kg,确保长期稳定运行。传送速度实现 0.5-5m/min 无级调速,通过变频驱动技术实现启动与停止过程的平稳无冲击,有效减少工件在传送中的晃动。工装板采用模块化设计,底部安装耐磨滑块,与导轨摩擦系数≤0.02,配合 “机械定位 + 视觉校准” 双重定位机制,使得定位误差≤±0.1mm。链条张紧装置配备弹簧式自动补偿结构,持续保持张紧力,减少人工维护频次。系统分布多个紧急停止按钮,配合气动阻挡器的 0.3 秒快速响应,在确保产线节拍稳定的同时,为安全生产提供坚实保障,全力支撑 CT 时间<65S 的高效生产目标。苏州高效率HVAC汽车空调智能装配检测产线工艺