自动涂油系统的涂油程序采用图形化编程界面,操作人员可通过拖拽轨迹模块快速生成涂油路径,无需专业编程知识,新程序调试时间缩短至 30 分钟以内。系统内置涂油工艺知识库,存储不同材质、不同工况下的涂油参数,如橡胶密封圈的涂油量建议值为 0.05-0.1ml / 处,金属轴承的涂油厚度建议值为 10-20μm,操作人员可直接调用并根据实际情况微调。涂油机器人配备教导盒,支持手动示教功能,对于复杂不规则的涂油区域,可通过手动拖动机器人末端进行轨迹示教,示教精度达 ±0.05mm。设备安装能源监控模块,实时记录涂油过程中的能耗数据,分析不同产品的涂油能耗差异,优化能源使用效率,相比传统涂油设备能耗降低 15-20%。系统还具备远程诊断功能,厂家工程师可通过网络查看设备运行日志与报警信息,远程指导故障排除,减少现场服务成本。电性功能测试探针耐磨,寿命超 10 万次。北京多功能HVAC汽车空调智能装配检测产线工艺

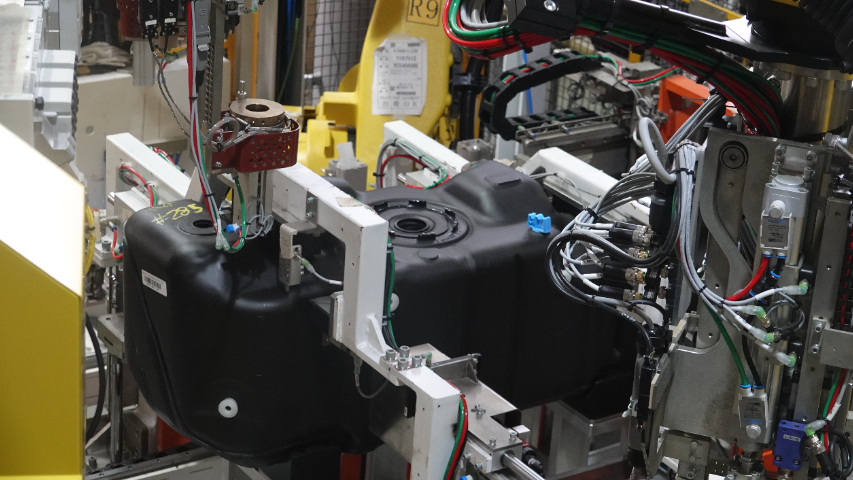
人工装配线束工位的工作台采用人体工学设计,台面高度可在 750-900mm 范围内无级调节,配合可旋转座椅,降低操作人员的劳动强度。线束料架采用倾斜式设计,角度为 15°,使线束插头自然朝向操作人员,减少取料时的弯腰与转身动作。装配指导系统采用双目 AR 眼镜,将装配指引直接叠加在工件上,操作人员无需频繁低头查看图纸,视线始终保持在工作区域,装配效率提升 20%。工位设置智能料盒,当取用错误物料时,料盒会发出声光报警并锁定,直至放回错误物料并取用正确物料后解锁。关键插接部位配备压力传感器,当插接力度达到预设阈值(5-15N)时发出提示音,确保插接到位且不损伤插头。工作台下方安装废料收集盒与工具定位槽,保持工作区域整洁有序,同时配备应急停止按钮与呼救装置,为操作人员提供安全保障。深圳直销HVAC汽车空调智能装配检测产线按需设计视觉引导机器人螺钉锁付定位精度达 ±0.05mm,锁付效率高。

人工装配线束工位的照明系统采用 LED 无影灯,照度达 1000lux 且无频闪,色温 5000K,接近自然光,有效减少操作人员的视觉疲劳与色差误判。工作台面采用防静电材料,表面电阻值在 10^6-10^9Ω 之间,可有效释放静电电荷,防止静电敏感元件受损。线束存放采用分区料架,每个区域对应产品型号与工位,料架上安装电子标签显示物料名称、数量、批次等信息,当物料不足时电子标签闪烁提醒。装配工具采用智能扭矩扳手,可预设扭矩值(0.5-10N・m),当达到预设扭矩时自动打滑并发出提示音,避免过扭损伤线束插头。工位设置质量检查区,配备高清摄像头与显示屏,操作人员可通过显示屏放大查看插接部位是否到位,检查合格后扫描工号确认,确保装配质量可追溯,将线束装配的返工率控制在 0.3% 以内。
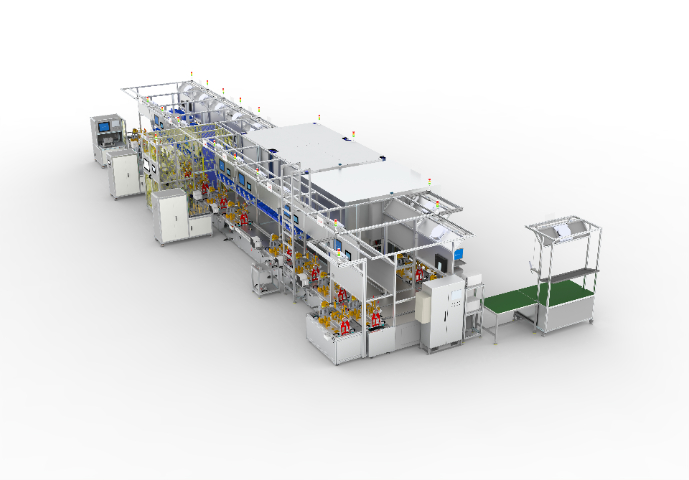
MES 系统集成实现产线全流程数字化管控,构建 “人、机、料、法、环” 一体化管理平台。系统通过工业以太网实时采集各工位数据,传输延迟<100ms,采用边缘计算技术在产线节点完成数据预处理,提升响应速度。生产计划模块根据订单优先级自动排程,动态调整工位节拍,确保 CT 时间稳定<65S,当出现瓶颈工位时自动预警并优化资源分配。质量追溯模块通过工件编码,可追溯从原材料到成品的全生命周期数据,包括操作人员、设备参数、检测结果等。设备管理模块建立数字孪生模型,实时监控温度、振动等参数,通过大数据分析预测故障风险,将月停机时间控制在<2 小时。系统支持三维可视化监控与多语言操作界面,自动生成产量、质量、OEE 等各类报表,与 ERP 系统无缝对接,为管理层提供数据驱动的决策支持,持续提升生产效率与质量。电性功能测试支持自定义流程,含 10ms 级短路保护。
自动涂油系统为空调关键部件提供均匀可靠的润滑与密封保障,采用全自动化控制确保涂油质量一致性。系统配备伺服驱动的多轴运动平台与精密计量泵,涂油量控制精度达 ±0.01ml,可根据不同部件需求灵活切换非接触式喷射与接触式涂抹两种方式。涂油前,激光轮廓传感器快速扫描工件待涂区域,生成三维轮廓数据,系统据此自动规划涂油轨迹,轨迹由 CAD 模型直接导入,确保与设计要求完全一致。针对密封圈安装槽等精细部位采用微量喷射技术,轴承等转动部件则通过接触式涂抹保证整体覆盖。油温通过 PID 调节器准确控制在 25±2℃,避免温度变化导致的油脂粘度波动。涂油喷嘴采用防滴漏设计,涂覆完成后立即启动热风干燥装置,防止后续装配污染。管路采用食品级不锈钢材质,配备 5μm 精度过滤装置,有效防止杂质堵塞,确保长期稳定运行。线束装配防错插头设计,物理层面避错插。上海热管理系统HVAC汽车空调智能装配检测产线源头厂家
自动涂油管路食品级不锈钢,5μm 过滤防堵塞。北京多功能HVAC汽车空调智能装配检测产线工艺
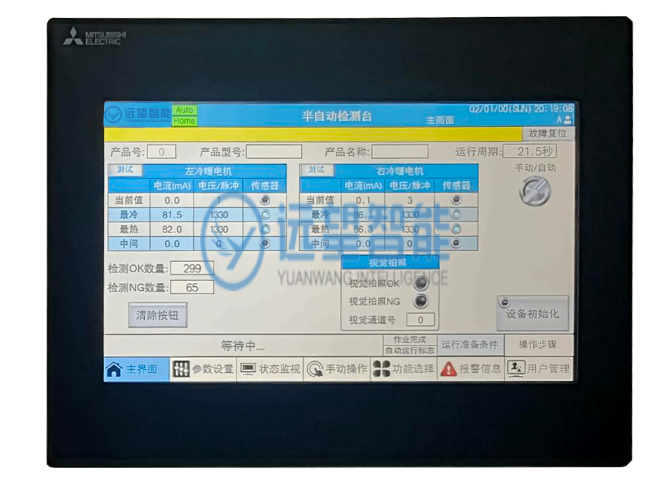
视觉外观检测系统的光学系统采用高分辨率镜头与低畸变设计,确保图像边缘无失真,成像质量满足亚像素级检测需求。光源控制系统具备频闪功能,闪光持续时间可在 10-100μs 范围内调节,配合工件运动速度同步,避免运动模糊。图像处理算法采用多特征融合技术,同时提取颜色、纹理、形状等特征进行综合判断,减少单一特征误判率。系统建立缺陷等级分类标准,将缺陷分为轻微(不影响功能)、一般(需标记)、严重(需返工)三个等级,不同等级对应不同的处理策略,提高分拣效率。检测结果通过以太网实时传输至 MES 系统,同时在工位显示屏上实时显示,操作人员可直观查看缺陷位置与类型。设备具备自诊断与自校准功能,每天开机自动进行镜头清洁度检测与光源亮度校准,确保检测条件稳定,长期运行的缺陷识别准确率保持在 99.5% 以上。北京多功能HVAC汽车空调智能装配检测产线工艺