- 品牌
- 川井
- 型号
- EC2128
- 品种代码
- EC2128
- 溶解性
- 水溶性,油性
- 类别
- 微乳化切削液,半合成切削液,全合成切削液,不锈钢切削液,铝合金切削液,镁合金切削液,乳化切削液,合成切削液,铸铁切削液
- 性能
- 防锈切削液,润滑切削液,冷却切削液,清洗切削液,环保切削液
- 适用材料
- 铁、碳钢、合金钢、不锈钢、铜、铝
- 产地
- 东莞
- 厂家
- 亿尔佳防锈材料有限公司
一般在下列的情况下应选用水基切削液:对油基切削液潜在发生火灾危险的场所;高速和大进给量的切削,使切削区超于高温,冒烟激烈,有火灾危险的场合;从前后工序的流程上考虑,要求使用水基切削液的场合;希望减轻由于油的飞溅护油雾和扩散而引起机床周围污染和肮脏,从而保持操作环境清洁的场合。从价格上考虑,对一些易加工材料护工件表面质量要求不高的切削加工,采用一般水基切削液已能满足使用要求,又可大幅度降低切削液成本的场合。当刀具的耐用度对切削的经济性占有较大比重时(如刀具价格昂贵,刃磨刀具困难,装卸辅助时间长等);机床精密度高,不允许有水混入(以免造成腐蚀)的场合;机床的润滑系统和冷却系统容易串通的场合以及不具备废液处理设备和条件的场合。均应考虑选用油基切削液。 环保型镀锌片切削液的使用不仅能提升加工质量,还符合可持续发展的要求。湖南电解板切削液生产
切削液
研磨液大体上分成油剂和水剂两种,油剂研磨液由航空汽油、煤油、变压器油及各种植物油、动物油及烃类,配以若干添加剂组成,水剂研磨液则由水及各种皂剂配制而成。研磨液少量滴入滚筒内搅匀,在运作时会粘附零件与磨料的表面,对金属零件表面的氧化膜有化学作用,使其软化,金属表面被软化后易于研磨,好的研磨液更能提高研磨效率。研磨液还像润滑油似的,在研磨块和金属表面起润滑作用,让研磨出来的金属零件表面更光滑、光洁,不会有油污。研磨加工后的零件,在短时间内未清洗也不会对零件有影响,因为研磨液会带有一些防锈的功能,在清洗前保护零件,但长时间的防锈,还是需要用防锈油去防护。亿尔佳金属研磨液,溶液透明,可见性好,特别适合数控机床、加工中心等现代加工设备上使用,拥有良好的防锈性能和润滑性,无泡沫,沉屑性好。研磨后保持机床和零件的清洁、光亮,不易发臭,对人体皮肤无刺激,可提供样品。 山东汽车配件切削液厂家报价正确使用切削液保证机台不生锈。

半合成切削液主要由下列成分组成:1.基础油:半合成切削液的主体是由矿物油和合成油混合而成的基础油,可以有效地降低氧化速度,延长使用寿命。2.乳化剂:半合成切削液中含有一定比例的乳化剂,可以使油水混合均匀,防止油水分离,提高润滑性和冷却性能。3.抗氧剂:半合成切削液中添加抗氧剂可以有效地延长切削液的使用寿命和保护金属表面不被氧化。4.防腐剂:半合成切削液中添加防腐剂可以有效地防止切削液被细菌和微生物污染,从而保证加工质量和安全。
切削的作用:1、清洗在金属切削过程中,要求切削液有良好的清洗作用。除去生成切屑、磨屑以及铁粉、油污和砂粒,防止机床和工件、刀具的沾污,使刀具或砂轮的切削刃口保持锋利,不致影响切削效果。2、防锈在金属切削过程中,工件要与环境介质及切削液组分分解或氧化变质而产生的油泥等腐蚀性介质接触而腐蚀,与切削液接触的机床部件表面也会因此而腐蚀。推荐使用川井防锈切削液,有专业的研发队伍,可以根据客户要求提供性价比高的产品,欢迎来电试样。川井研磨液适用于无心研磨对碳钢等黑色金属的研磨加工。
切削液日常使用维护建议:(1)使用浓度:浓度应控制在10-12之间。不能低于10,不可高于15.若浓度过高,切削液泡沫会消的很慢。同时引起手痒,皮肤过敏现象。(2)切削液的管理:浓度太低(如6以下)会引起发臭变质,增加污水处理费用,同时切削液防锈性、防氧化性能会降低,所以需及时添加新油。(3)杂质、浮油、垃圾、食物等,及时清理,否则会缩短切削液使用寿命。温馨提示:使用期间按照所提供的参考数据兑水添加,避免出现发臭、手痒、消泡慢等现象。如果机台浓度低于10,切削液会发臭变质,请多注意维护使用和添加。越来越多的金属加工工艺都开始采用绿色全合成切削液。福建乳化切削液生产
不同材质的电解板对切削液的要求不同,需根据实际加工材料选择合适的切削液。湖南电解板切削液生产
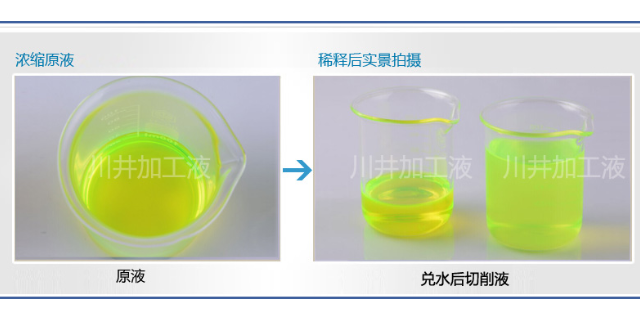
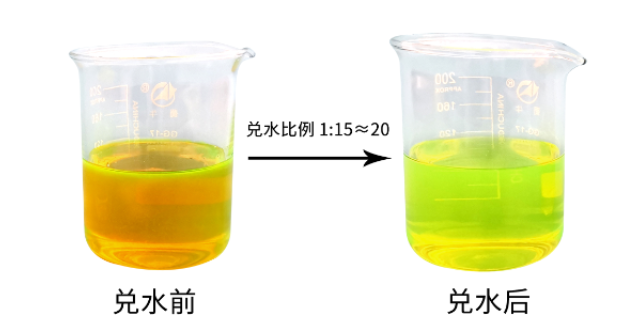
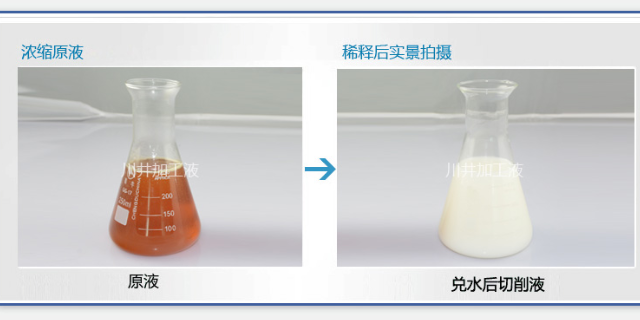
微乳金属加工液是一种不含苯酚及亚硝酸盐的生物稳定性半合成切削液,具有良好的低泡、易清洗等特性,适用于碳岗、合金钢、铜、铝、铝合金等切削加工。一、更换微乳切削液之前,把机台内清洗干净;用清水过两遍,把机台内残余油带出,再添加已调配好的“微乳切削液”及乳化切削液。二、微乳切削液及乳化切削液的兑水比例:根据加工工艺;精密度要求而定攻牙越深越小、盲孔兑水比例越小参考比列:1:5-8倍不等;比如:以车削为主(轻切削)建议使用浓度:6%-8%(兑水:1:10);若转速比较高、攻牙钻孔重负荷加工,建议使用浓度:10%-12%(兑水:1:6)(浓度用折光仪测量),切削液都含有化学成分,切勿溅到眼睛、有裂口的皮肤表面;正确、安全使用,不易长时间接触,机台旁放一盆清水,洗产品的同时请把手上残留的切削液一并洗净,保护产品的同时也要保护自己!湖南电解板切削液生产
- 浙江切削液样品试用 2024-06-29
- 上海有色金属切削液供应 2024-06-29
- 湖南电解板切削液生产 2024-06-28
- 河北微乳切削液技术指导 2024-06-27
- 浙江铝切削液厂家报价 2024-06-26
- 四川微乳切削液厂家报价 2024-06-25
- 天津铜合金切削液厂家报价 2024-06-25
- 湖南铁材切削液生产 2024-06-25