在数控机床领域,线性滑轨的高精度与高刚性是实现精密加工的**要素。数控机床通过刀具与工件精确相对运动完成加工任务,线性滑轨精细控制刀具与工件运动轨迹。以加工航空发动机叶片为例,叶片形状复杂、精度要求极高,加工误差需控制在微米级甚至更低。线性滑轨确保刀具在高速切削时稳定、精细移动,保证叶片轮廓精度与表面质量,满足航空航天领域对零部件超精密加工的严苛要求。同时,线性滑轨高承载能力满足数控机床重切削时负载需求,提高加工效率与刀具寿命,降低生产成本。 承载能力强,能同时承受径向、轴向多方向负荷,运动过程稳定可靠。南京T型丝杆直线滑轨运动

线性滑轨的使用寿命受到多种因素的影响,包括负载大小、运行速度、润滑条件、工作环境等。为了延长使用寿命,除了采用质量的材料和先进的表面处理工艺外,还需要合理选择线性滑轨的规格和型号,确保其在额定负载和速度范围内运行。同时,良好的润滑是保证线性滑轨长寿命运行的关键,定期补充和更换润滑剂,保持润滑系统的正常工作至关重要。此外,改善工作环境,避免灰尘、碎屑等杂质进入线性滑轨,也能有效减少磨损,延长使用寿命。在一些工业生产线上,通过安装防护装置和定期维护保养,线性滑轨的使用寿命可以达到数年甚至更长时间。上海直线滑轨滑块直线滑轨常见问题轨道采用高强度钢材经精密磨削制成,确保高直线度与表面硬度。
在机床工业中,直线导轨是数控机床的**组件之一,其对机床的加工精度和性能起着决定性的作用。直线导轨支撑并引导刀具和工作台的直线运动,确保在加工过程中刀具能够精确地按照预定轨迹移动,从而实现对各种复杂零件的高精度加工。在加工中心、数控车床、数控铣床等机床设备中,直线导轨的高精度定位和高刚性特性,能够保证机床在高速切削和重切削条件下,依然保持稳定的加工精度和表面质量。例如,在加工航空发动机叶片等精密零部件时,需要机床具备极高的精度和稳定性,直线导轨的应用能够确保刀具在复杂的曲面加工过程中,始终保持精确的位置和运动轨迹,从而满足航空航天领域对零部件加工精度的严苛要求。
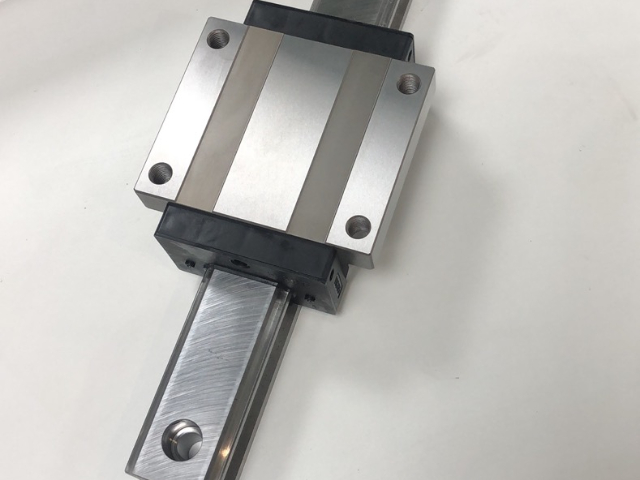
导轨体(轨道):作为基础承载结构,通常采用高碳铬轴承钢(SUJ2)经淬火处理,表面硬度可达 HRC60 以上,再通过精密磨削使表面粗糙度控制在 Ra0.2μm 以内。其截面设计多样,矩形导轨承载能力强,三角形导轨导向精度高,圆形导轨则适用于旋转与直线复合运动场景。滑块:与运动部件直接连接的**部件,内部集成滚道、循环通道与密封结构。**滑块采用一体化锻造工艺,如南京工艺装备的 UP 级滑块,通过有限元分析优化结构,在减重 20% 的同时提升刚性 15%。滚动体:实现滚动摩擦的关键,滚珠多采用 SUJ2 轴承钢经光球、热处理、研磨等多道工序制成,圆度误差小于 0.1μm;滚柱则需保证两端面平行度,误差控制在 0.002mm 以内。保持器(隔离块):采用工程塑料(如 POM)或黄铜制成,负责分隔滚动体,防止运动中相互碰撞产生磨损与噪音,同时引导滚动体沿循环通道平稳运行。密封与润滑装置:包括端盖密封、侧密封及润滑脂注油口。端盖内置循环反向器,使滚动体完成 “轨道滚动 - 端盖转向 - 返回通道” 的循环运动;侧密封采用唇形结构,可有效阻挡切屑与冷却液侵入,配合长效润滑脂,使维护周期延长至 1 万公里。滚柱型直线滑轨因线接触,承载能力比同规格滚珠型高 2-3 倍,适合重载场景。

导轨是直线导轨的基础支撑部件,它固定在设备的机架或床身上,为滑块提供精确的运动导向。导轨通常采用质量的钢材制成,并经过严格的加工工艺,如淬火、磨削等,以确保其表面硬度和精度。导轨的表面通常加工有与滑块相匹配的沟槽,这些沟槽的形状和精度直接影响着直线导轨的运动性能。常见的导轨沟槽形状有哥特式(尖拱式)和圆弧形两种。哥特式沟槽的形状是半圆的延伸,其接触点为顶点,这种形状能够使钢珠与导轨之间形成良好的接触,提高导轨的承载能力和运动精度。圆弧形沟槽则具有更好的耐磨性和抗冲击性能,能够适应较为恶劣的工作环境。 滚柱型直线滑轨承载能力更强,可适配数吨级重载应用场景。嘉兴滚珠丝杆 直线滑轨重量
不锈钢直线滑轨采用 SUS440C 材质,抗腐蚀、防锈,适配潮湿、多尘等恶劣环境。南京T型丝杆直线滑轨运动
现代工业的复杂机械系统中,直线导轨宛如一位精密的 “导航者”,默默却关键地引导着运动部件的轨迹。它看似简单,却在众多设备中发挥着不可替代的作用,是实现高精度、高效率运行的**要素之一。直线导轨,又称线轨、滑轨、线性导轨或线性滑轨,主要用于直线往复运动场合,能够承担一定扭矩,在高负载下实现高精度直线运动。其工作原理基于滚动导引,通过钢珠在滑块与导轨间的无限滚动循环,让负载平台沿着导轨轻松实现高精度线性运动。这种设计将摩擦系数降至传统滑动导引的五十分之一,不*能实现高精度定位,还能确保运动的顺畅性。同时,独特的回流系统和精简化结构设计,使得直线导轨在运行时更为平顺且低噪音。南京T型丝杆直线滑轨运动



