精度是衡量直线滑轨性能的**指标之一,直接影响设备的加工精度和运行稳定性。直线滑轨的精度主要包括定位精度、重复定位精度和反向间隙。定位精度是指滑块在导轨上运动时,实际位置与理论位置的偏差;重复定位精度是指滑块多次往返运动后,回到同一位置的精度;反向间隙则是指滑块在反向运动时,由于滚珠与滚道之间的间隙导致的位置偏差。现代高精度直线滑轨的定位精度可达 ±1 - 2μm,重复定位精度可达 ±0.5 - 1μm,能够满足精密加工和**制造的严格要求。(二)负载能力负载能力是指直线滑轨能够承受的最大载荷,包括径向载荷、轴向载荷和倾覆力矩。不同类型和规格的直线滑轨,其负载能力存在较大差异。滚珠直线滑轨的额定动载荷通常在几百牛顿到几万牛顿之间,而滚柱直线滑轨的额定动载荷可达几十万牛顿。在实际应用中,需要根据设备的工作负载、运动方式和工况条件,合理选择直线滑轨的型号和规格,以确保其能够安全、可靠地运行。滚柱型直线滑轨承载能力更强,可适配数吨级重载应用场景。郑州滚珠丝杠直线滑轨通配上银

线性滑轨具备诸多***特性。定位精度高堪称其一大亮点,由于静摩擦力与动摩擦力差距极小,即使在微量进给时,也不会出现令人困扰的空转打滑现象,能够轻松实现微米级别的定位精度,为精密加工和测量提供了坚实保障。低摩擦阻力使得设备运行更为轻松,只需较小动力便能驱动床台,尤其在频繁往返运行的工作模式下,可大幅降低机台的电力损耗。同时,其磨耗极小,这意味着设备能够长时间维持高精度运行,减少了因磨损导致的频繁维护和更换部件的麻烦,有效延长了设备的使用寿命。此外,线性滑轨在设计上独具匠心,能够承受来自上下、左右等各个方向的负荷,展现出强大的通用性和高刚性,无论是轻载还是重载场合,都能应对自如。而且,其组装过程相对简便,具有良好的互换性,滑块可任意配装在同型号的滑轨上,依旧能保持出色的顺畅度与精密度,**降低了设备组装和维修保养的难度与成本。江苏TBI丝杆直线滑轨工艺直线滑轨传动效率高,滚珠型效率达 95% 以上,远优于滑动导轨,节能效果。
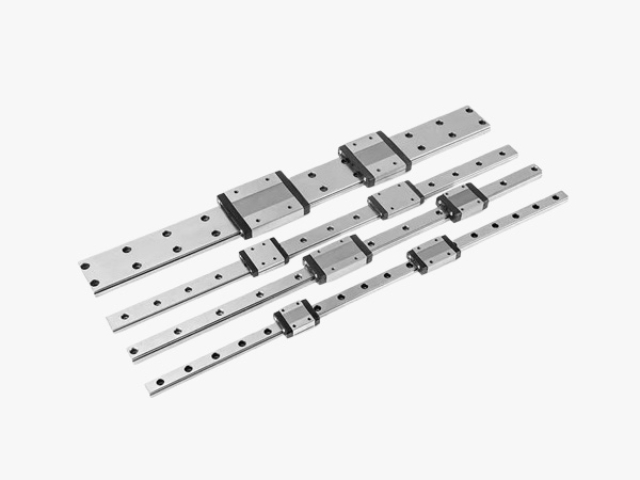
方形导轨:方形导轨的截面呈矩形,具有较高的刚性和稳定性,能够承受较大的垂直和水平负载。其结构设计使得方形导轨在各个方向上的承载能力较为均衡,适用于各种复杂工况。在机床、自动化设备、物流仓储系统等领域,方形导轨是应用**为***的一种直线滑轨类型。圆形导轨:圆形导轨的截面为圆形,结构简单,安装方便,成本相对较低。其适用于轻载、低速的直线运动场合,如自动化生产线中的物料输送装置、小型机械设备等。但圆形导轨的刚性和精度相对较低,且难以实现高负载的承载,在高精度、高负载的应用场景中存在一定局限性。燕尾形导轨:燕尾形导轨的截面呈燕尾状,具有良好的导向性和自锁性,能够在较小的空间内实现高精度定位。这种导轨常用于精密测量仪器、小型机床、光学设备等对空间要求严格且需要高精度定位的设备。燕尾形导轨的特殊结构使其在承受垂直和水平负载的同时,还能有效抵抗侧向力,保证运动的稳定性。
在工业生产中,设备往往需要承受各种复杂的负载和外力冲击。直线滑轨通过优化的结构设计和选用**度的材料,具备了出色的高刚性和强负载能力。其滑轨和滑块的结构能够有效地分散和承受外部负载,确保在重载工况下,滑块依然能够保持稳定的直线运动,不会出现变形或卡顿现象。例如,在大型机床加工过程中,刀具对工件的切削力较大,直线滑轨需要承受来自刀具和工件的双重负载。此时,高刚性的直线滑轨能够保证机床工作台的稳定运行,从而保证加工精度和表面质量。在起重设备、物流搬运设备等领域,直线滑轨的强负载能力也发挥着重要作用,能够安全、可靠地承载和运输重物。标准化设计便于安装与更换,可与伺服电机等驱动元件灵活搭配使用。

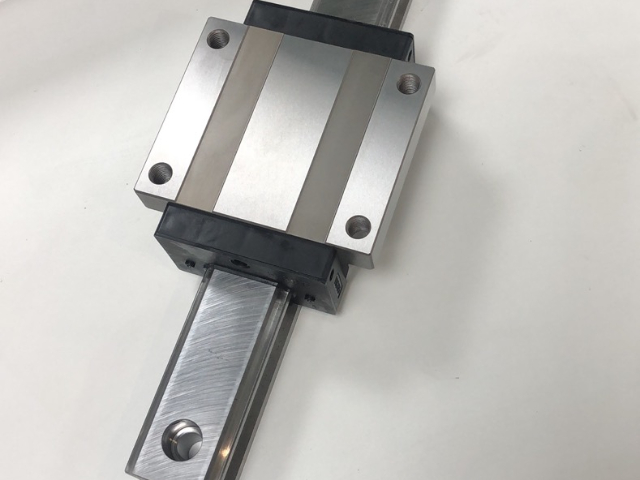
在现代制造业的精密舞台上,线性导轨虽看似低调,却扮演着举足轻重的角色,堪称精密机械的无声伙伴。它广泛应用于机床、自动化设备、半导体制造等诸多领域,为设备的高精度运行提供了坚实保障。线性导轨,也被称为直线导轨、线性滑轨,是一种用于支撑和引导运动部件,使其按给定方向做往复直线运动的装置。其工作原理基于滚动摩擦,通过钢珠在滑块与导轨之间的无限滚动循环,让负载平台能够沿着导轨实现高精度的线性运动。相较于传统的滑动导引,线性导轨的摩擦系数可降低至原来的五十分之一,这使得设备在运行时能够更轻松地实现 μm 级的进给与定位,极大地提升了运动精度。滑块内置滚道与滚动体,通过滚动体在导轨与滑块间滚动,大幅降低运动摩擦阻力。张家界工业直线滑轨厂家现货
摩擦系数极低,为传统滑动导引的五十分之一,实现高效低耗运行。郑州滚珠丝杠直线滑轨通配上银
1. 导轨滚道磨削工艺滚道的形状精度直接影响运动精度,采用数控成形磨床进行磨削,通过金刚石砂轮与在线测量系统配合,使滚道圆弧半径误差控制在 0.001mm 以内,表面粗糙度达 Ra0.1μm。THK 的超精密导轨采用 “多段磨削 + 在线补偿” 技术,行走平行度可达到 0.002mm/1000mm。2. 滑块一体化加工工艺**滑块采用五轴加工中心进行一体化加工,一次装夹完成滚道、安装孔与密封槽的加工,保证各部位形位公差≤0.003mm。南京工艺装备通过自主研发的 “镜像磨削技术”,使滑块两端面平行度误差小于 0.001mm,提升了装配精度。3. 滚动体精密研磨工艺滚珠需经过 “冷镦 - 光球 - 热处理 - 硬磨 - 精研” 五道工序,精研阶段采用铸铁研磨盘与研磨剂,使圆度误差≤0.0005mm,表面粗糙度达 Ra0.01μm;滚柱则采用双端面研磨与外圆无心磨,保证圆柱度误差≤0.001mm。4. 装配与预紧调节工艺装配采用恒温洁净车间(温度 20±0.5℃,湿度 45%-65%),通过**工具调整滑块与导轨的配合间隙,实现预紧力的精确控制。预紧等级通常分为 C0(无预紧)、C1、C2、C3 四级,C3 级预紧可使导轨刚性提升 50%,适用于重载精密设备。郑州滚珠丝杠直线滑轨通配上银