- 品牌
- HUCK,WOTON
- 型号
- BOM钉
上海沃顿实业有限公司的BOM钉产品,主要是指其供应的Huck BOM系列铆钉,这些产品具有独特的技术特点和广泛的应用领域。以下是对BOM钉产品的详细归纳和介绍:产品概述BOM钉,全称为哈克博姆铆钉(HuckBOM),是Huck铆钉系列中的一种重要类型。它结合了环槽铆钉的高夹紧力和高抗剪力性能,以及拉丝抽芯铆钉单面放钉的便捷性,是一种高性能的单面盲拉铆钉。OM钉广泛应用于需要紧固连接的领域,如建筑、汽车、铁路、船舶、航天等结构。在国内,上海沃顿实业有限公司的BOM钉产品已经成功应用于铁路机车(包括高铁、地铁车辆等)、矿山机械、汽车(重卡、汽车座椅等)、轨道交通、风电等行业。BOM 钉,精湛制造,为您提供可靠的紧固方案。美国哈克BOM钉99BOM

要判断 BOM 铆钉是否符合标准,可以从以下几个方面进行考量:尺寸测量:使用合格的量具,对铆钉的关键尺寸进行测量,如直径、长度、杆径、孔深等,测量结果应符合相应标准或产品规格的要求。为保证测量的准确性,可进行多次测量并取平均值。材质确认:根据标准或产品要求,确认铆钉的材质是否正确。例如,是否使用了规定的碳钢、不锈钢、铝等材质。性能测试:如果可能,可以进行一些简单的性能测试,如抗拉强度、抗剪强度测试等,以验证铆钉是否能达到规定的力学性能要求。但这通常需要专业的测试设备。重卡车架用BOM钉99MBT-16品质 BOM 钉,为您的创意作品提供坚实的连接支撑。

沃顿 BOM 钉设计合理,易于安装。其独特的形状和结构能够快速穿透材料,减少施工时间和人力成本。同时,我们的 BOM 钉在安装过程中不易变形或损坏,提高了工作效率和施工质量。经过特殊的表面处理,我们的 BOM 钉具有出色的耐腐蚀性能,能够在潮湿、酸碱等恶劣环境中长时间使用而不生锈。这不仅延长了产品的使用寿命,还降低了维护成本和后期更换的麻烦。选择上海沃顿实业有限公司的 BOM 钉,您将享受到质量的售前、售中及售后服务。我们的专业团队将为您提供详细的产品咨询和技术支持,帮助您选择适合的 BOM 钉产品,并解决在使用过程中遇到的问题。
BOM钉的强度相对于普通铆钉来说,确实具有明显的优势,但具体是几倍则因多种因素而异,包括材料、设计、制造工艺等。材料和制造工艺的影响BOM钉通常采用高精强度、耐腐蚀的材料制成,如铝合金、不锈钢等。这些材料本身就具有较高的强度和耐久性,再加上先进的制造工艺和严格的质量控制,使得BOM钉在强度上更加可靠。实际应用中的表现在实际应用中,BOM钉已经成功应用于多个对连接强度要求极高的领域,如汽车、航空航天、建筑工程等。这些领域的应用实践证明了BOM钉在强度上的优良表现。精细品质的 BOM 钉,让您的装配工作更加精细准确。

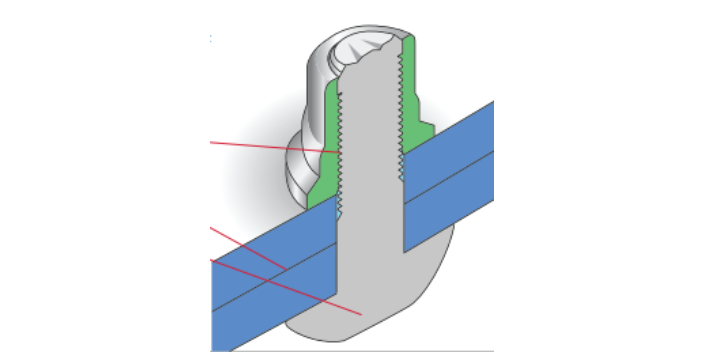
上海沃顿实业有限公司的BOM钉产品可能具有以下特点:强度高:作为一种结构型铆钉,能满足高荷载的要求,具有较高的抗拉力和抗剪力。连接可靠:采用特有的环槽锁紧和环槽断裂技术,在外界拉力下,拉伸钉杆挤压钉套产生塑性变形,靠变形部位夹紧基材,实现可靠的紧密连接。其夹紧力大且性能稳定,从根本上解决了普通铆钉在振动情况下易松动的问题。精度高:铆钉的制造工艺可能使其具有较高的尺寸精度,能够确保连接的准确性和一致性。生产效率高:例如虎克铆钉的安装较为迅速,可提高生产效率。抗振性优异:在振动环境下仍能保持良好的连接性能。规格多样:可以满足从4.8mm到19.1mm的各种常规直径和夹紧范围的要求,能适应不同的应用场景。材质优良:采用高质量的材料制造,确保铆钉的耐用性和稳定性。应用范围广:可用于汽车制造、航空航天、建筑、家具制造、电子电器等多个领域,如汽车车身、底盘、飞机结构、钢结构、铝合金门窗等的铆接。不同型号的BOM钉可能会有不同的特点,如需了解更详细准确的信息,建议联系上海沃顿实业有限公司咨询。BOM 钉,精湛工艺打造的紧固产品。环槽铆钉BOM钉6304
BOM 钉,高精强度与高精度的完美结合。美国哈克BOM钉99BOM
上海沃顿实业有限公司的BOM铆钉可能具有以下产品特点:连接强度高:采用特殊设计和材料,具有极高的强度,能承受极大的拉伸和剪切力,保证连接的牢固性和稳定性。高可靠性:其连接方式采用机械锁紧原理,无需焊接或螺纹连接,避免了焊接或螺纹松动等问题,连接可靠且稳定。耐腐蚀性良好:铆钉壳体通常由铝合金或不锈钢制成,能够在恶劣环境下长期使用。适用材料范围广:适用于钢、铝、不锈钢、合金等多种材料的连接,可应用于不同行业和领域。安装便捷高效:安装过程相对简单,能快速实现连接,提高生产效率。相比传统螺栓和螺母连接,它无需预先钻孔或补洞,也不需要后续处理,减少了生产过程中的额外工序。美国哈克BOM钉99BOM

BOM铆钉是一种高精强度的结构盲拉铆钉,以下是一般的使用方法:选择合适的BOM铆钉:根据需要连接的材料和厚度,选择相应直径和夹紧范围的BOM铆钉。准备工具:通常需要使用拉铆枪来安装BOM铆钉。钻孔:确定孔的位置后,使用钻头进行钻孔,钻孔时不应使用润滑油,且孔的轴线应垂直于铆钉头所在的零件表面,偏斜应不大于1°,并去除孔边毛刺。对于沉头铆钉,需要制窝的铆钉孔,窝的角度应与铆钉沉头角度相同,且其中心线应与孔的中心线同轴,同轴度不大于0.06mm,偏斜应不大于1°,并且与钉头贴合一侧的孔口应倒角0.3×45°。插入铆钉:将铆钉被连接的一面放入结构孔中,注意铆钉应垂直放入,不得倾斜。放铆钉时应遵循以下...
- 气动BOM钉BTT25-DT 2025-12-13
- 液压BOM钉99BOM 2025-12-13
- 短尾BOM钉99-5008 2025-12-12
- 风机塔筒用BOM钉99-7854 2025-12-12
- 美国哈克BOM钉C6LB-R 2025-12-11
- 振动筛用BOM钉3585 2025-08-31
- 液压BOM钉GAGE BILT 2025-08-30
- 电动BOM钉99-6001 2025-08-29
- 可追溯BOM钉2600 2025-08-12
- 单面铆钉BOM钉BTT35-DT 2025-08-11


- 气动BOM钉99MBT-16 2025-07-21
- 美国哈克BOM钉99-3201 2025-07-20
- 气动BOM钉MBP-R 2025-07-19
- 风机塔筒用BOM钉2624 2025-07-19
- 电动BOM钉2630 2025-07-18
- 美国HUCKBOM钉HK3413 2025-06-02




- 盐城虎克铆枪99-830-1 12-17
- 单面铆钉虎克铆枪99BOM 12-16
- BOM钉99-100-245 12-16
- 电动单面铆钉99-100-245 12-16
- 天津虎克铆枪256 12-15
- 绍兴虎克铆枪99BOM 12-15
- 美国HUCK虎克螺栓99-7884 12-15
- 光伏支架用虎克铆枪BOM-R10 12-14
- 安阳美国哈克虎克铆枪 12-14
- 南京虎克铆枪99-3122 12-14