- 品牌
- NINEBOT
- 型号
- 齐全
- 类型
- 铝板材,铝带材,铝排材,铝箔材,铝管材,铝线材,铝粒
- 加工工艺
- 挤压锭
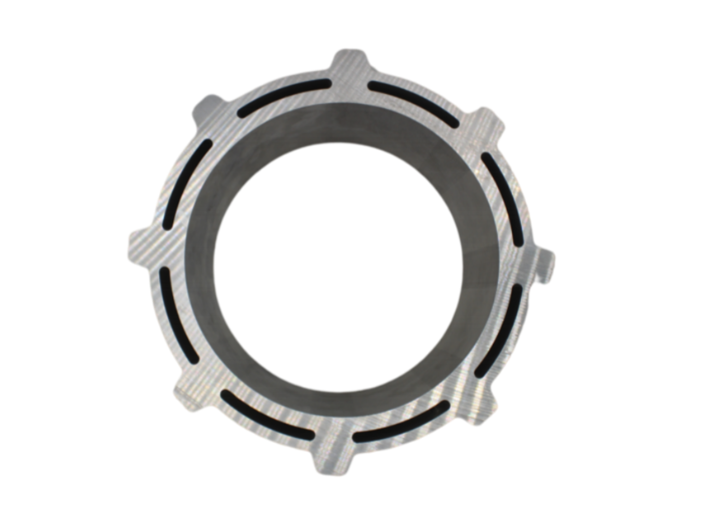
工业材铝电机壳加工用什么工装夹具?由于电机壳外形结构比较复杂,外侧的大小端面就有十多处,且侧面上还有装配孔或者螺纹孔,如果逐条程序加工的话会又费时又费力,所以为了解决技术上的这个不足,电机壳厂家介绍一种新型的电机壳机加工工装夹具。电机壳,电机壳加工的工装夹具,包括芯轴、支撑筋板、压盘、超长电机外壳、电机铁芯。芯轴:用于支撑超长电机外壳,圆周面上均不设置三块结构相同的支撑筋板。支撑筋板:均焊接于芯轴表面中间位置,且支撑筋板均沿芯轴表面延伸一段距离。压盘:用于压紧超长电机外壳一侧断面具有三个卡抓。工业材铝电机壳主要应用用于电动轿车电机、水冷电机、伺服电机、变频电机等多个方面。铝合金大功率工业材铝电机壳公司
工业材铝电机壳是专门用于铝壳电机的一种外壳,铝壳电机就是用压铸铝的外壳替换传统的铸铁外壳的电动机。工业材铝电机壳性能参数铝材的延展性能好、比重小。注意事项企业的主要的业务为铝合金压铸,根据铝合金的成分和生产工艺特点,通常分为形变与铸造铝合金两大类.工业上应用的主要有铝-锰,铝-镁,铝-镁-铜,铝-镁-硅-铜,铝-锌-镁-铜等合金.变形铝合金也叫熟铝合金,据其成分和性能特点又分为防锈铝,硬铝,超硬铝,锻铝和特殊铝等五种,工业材铝电机壳主要应用用于电动轿车电机、水冷电机、伺服电机、变频电机等多个方面。散热器国产工业材铝电机壳厂家工业材铝电机壳安装过程中,表面必须先贴防水胶带。

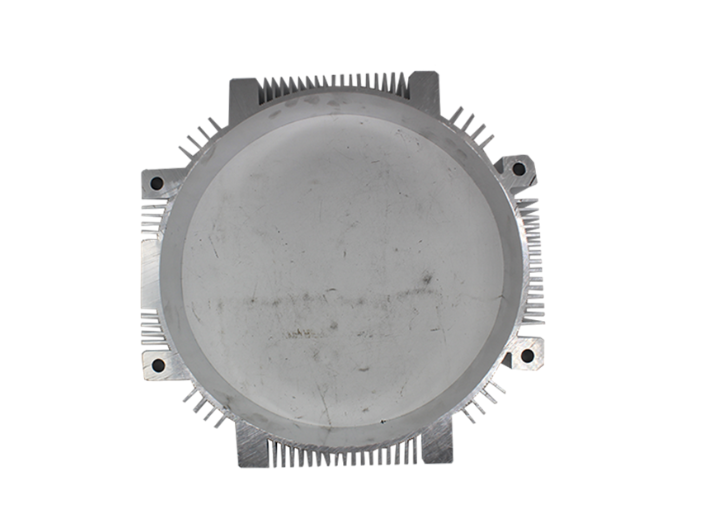
工业材铝电机壳的结构特征,应用情况和电机壳用铝合金型材挤压模的传统结构及其不足之处.提出了一种新的模具结构,新的结构采用的是由三件组成的分流模,是在传统结构基础上增加了一个前置分流板,可以降低挤压力和提高模具的强度;同时在上模中采用了子母上模进行镶嵌的结构方式,这种结构可以简化模具加工,节约材料和提高模具的制造精度.实践表明,新的模具结构消除了产品内腔出现椭圆和壳壁厚度不均匀的现象,是一种值得推广的模具结构。
工业材铝电机壳压铸模具,包括下模板,下模框,上模框,上模板,下模腔,上模腔,初电动伸缩杆,顶出板,第二电动伸缩杆,凹槽,下模板的顶端设置有下模框,下模框上设置有下模腔,下模框的顶端设置有上模框,上模框上设置有上模腔,上模框的顶端设置有上模板,下模腔,上模腔形成的模腔形状与电机壳形状一致,且下模框的顶端设置有初电动伸缩杆,上模框上设置有与初电动伸缩杆相匹配的凹槽,下模腔的内部底端设置有顶出板,顶出板的底端设置有第二电动伸缩杆.本实用新型有益效果:初电动伸缩杆上升将上模框,上模板顶起,第二电动伸缩杆带动顶出板上升,将下模腔,上模腔内的工业材铝电机壳顶起,提高工作效率。工业材铝电机壳比较别的常用金属密度小,质量轻,密度只为2.70g/cm。

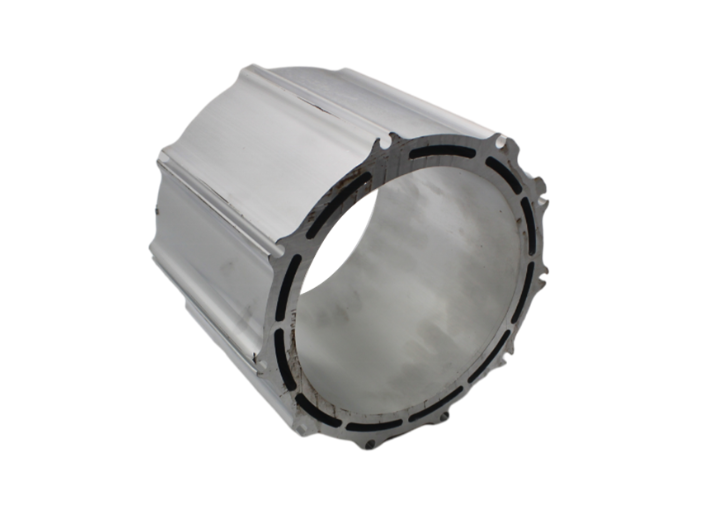
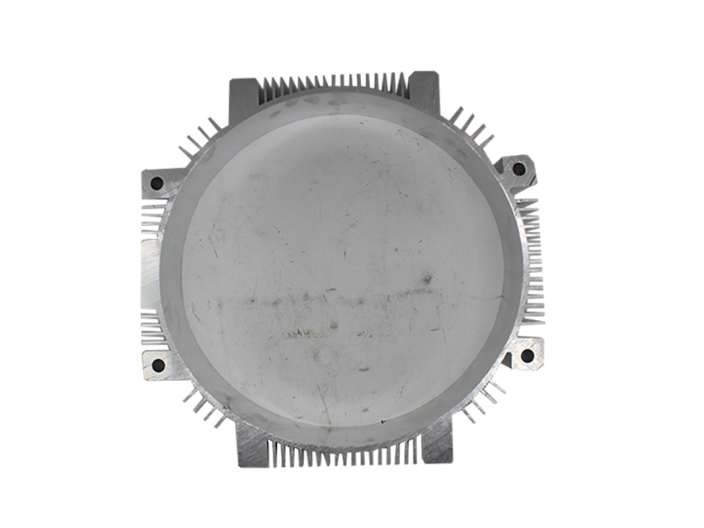
工业材铝电机壳电解去毛刺工艺的简单介绍:电解去毛刺是电解加工的一个分支领域,配置固定电极,使电解液边流动边通电,把工业材铝电机壳放在电解液中,机壳接阳极通直流电,机壳上的金属会被电解而逐渐减少。电解过程中,由于曲率半径小的位置点势高,所以,机壳上的微观凸起将被优先电解而消失。电解液有一定腐蚀性,零件毛刺的附近也受到电解作用,表面会失去原有光泽,甚至影响尺寸精度,电机外壳去毛刺后应经过清洗和防锈处理。电解去毛刺适用于去除零件中隐蔽部位交叉孔或形状复杂零件的毛刺,生产效率高,去毛刺时间一般只需几秒至几十秒。工业材铝电机壳结构复杂,铸造难度大。自动化高性能工业材铝电机壳现货
工业材铝电机壳上色的主要过程,封孔:将阳极氧化后生成的多孔氧化膜的膜孔孔隙封闭。铝合金大功率工业材铝电机壳公司
工业材铝电机壳的常见类型:1.开放防滴型:电机配有开放外壳。这些电机适合室内和清洁环境。通风孔的设计是为了防止液体和固体进入机器。2.全封闭风扇冷却型:电机有外部风扇,可以将外部空气循环到电机。3.全封闭不通风型:电机没有空气开口。空气不能在内外自由移动,但电机的结构不是气密或液密。4.冲洗:外壳适用于需要定期清洗或消毒的环境。5.防爆型:电机全部关闭,能承受内部气体和蒸汽炸裂,电机框架不破裂或破裂。使用这些电机可以在危险环境中稳定操作。铝合金大功率工业材铝电机壳公司
江苏苏铝新材料科技有限公司致力于冶金矿产,是一家生产型公司。苏铝致力于为客户提供良好的铝型材,电池托盘,铝边框,可定制铝加工件,一切以用户需求为中心,深受广大客户的欢迎。公司从事冶金矿产多年,有着创新的设计、强大的技术,还有一批专业化的队伍,确保为客户提供良好的产品及服务。苏铝秉承“客户为尊、服务为荣、创意为先、技术为实”的经营理念,全力打造公司的重点竞争力。
- 防泄漏高性能工业材铝电机壳订做 2025-11-24
- 压铸散热器工业材铝电机壳批发 2025-11-24
- 散热器自动化工业材铝电机壳报价 2025-11-24
- 自动化铝合金工业材铝电机壳销售 2025-11-24
- 压铸耐腐蚀工业材铝电机壳厂家 2025-11-24
- 湖南工业材铝电机壳市场价 2025-11-24
- 铝合金精密工业材铝电机壳价格 2025-11-24
- 大功率抗氧化工业材铝电机壳现货 2025-11-24
- 高性能国产工业材铝电机壳现货 2025-11-24
- 北京工业材铝电机壳加工 2025-11-24
- 防泄漏压铸工业材铝电机壳现货 2025-10-18
- 上海工业材铝电机壳价格 2025-10-18