- 品牌
- NINEBOT
- 型号
- 齐全
- 类型
- 铝板材,铝带材,铝排材,铝箔材,铝管材,铝线材,铝粒
- 加工工艺
- 挤压锭
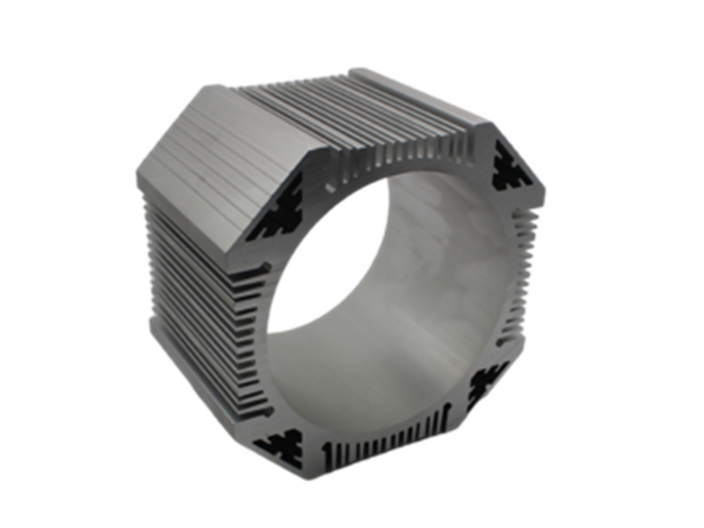
强度测试:对电机壳进行拉伸、压缩或弯曲等强度测试,以评估其强度和刚度是否符合要求。焊缝检查:对焊接部位的焊缝进行目视检查或使用X射线等无损检测方法进行检查,以确保焊缝的质量和强度。工业材铝电机壳加工技术的发展趋势随着科技的不断进步和工业的快速发展,工业材铝电机壳加工技术也呈现出一些新的发展趋势:自动化和智能化:通过引入自动化设备和智能控制系统,实现电机壳加工的自动化和智能化,提高生产效率和加工精度。绿色环保:注重环保和可持续发展,采用环保材料和工艺,减少加工过程中的废弃物排放和能源消耗。环保型无铬钝化工艺既满足RoHS指令要求,又保持了金属本色的自然质感。铝合金大功率工业材铝电机壳加工
在能源转型和数字化时代背景下,储能技术作为连接能源生产与消费的纽带,正变得越来越重要。储能箱以其灵活性和高效率成为现代能源系统不可或缺的组成部分。家庭与住宅在家庭和住宅领域,储能箱与太阳能光伏板结合成为越来越流行的选择。它们能够储存太阳能发电系统在白天产生的电能,供夜间或日照不足时使用。此外,家庭储能箱作为紧急备用电源,在停电等突发情况下提供电力保障。随着智能家居技术的发展,家庭储能箱的智能化管理和优化调度也将更加高效。天津工业材铝电机壳销售工业材铝电机壳可以有效地提高电机的维护性。
焊接工艺焊接是将多个零部件连接成一个整体的重要方法。在工业材铝电机壳的加工中,常用的焊接方法有TIG焊、MIG焊和激光焊等。焊接过程中需要选择合适的焊接参数和焊接材料,以保证焊缝的质量和强度。工业材铝电机壳的质量控制在电机壳的加工过程中,质量控制是至关重要的环节。通过严格的质量控制,可以确保电机壳的尺寸精度、表面质量、强度和刚度等性能指标符合要求。以下是一些常用的质量控制方法:尺寸测量:使用测量工具对电机壳的尺寸进行测量,确保其与设计要求相符。表面检查:对电机壳的表面进行目视检查或使用放大镜等工具进行检查,以确保其无裂纹、无划痕等缺陷。
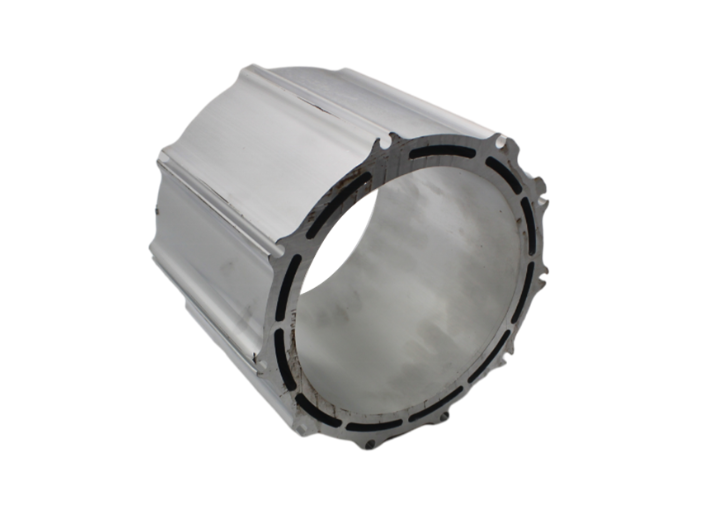
表面处理是铝电机壳生产过程中的重要环节,其目的在于进一步提高电机壳的耐腐蚀性、美观性以及表面硬度等性能。常见的铝电机壳表面处理方法有阳极氧化、喷漆、电镀等。阳极氧化是将铝电机壳作为阳极置于特定的电解液中,通过电解作用在其表面形成一层氧化膜。阳极氧化膜具有良好的耐腐蚀性、耐磨性和绝缘性,能够有效保护电机壳基体不受腐蚀。氧化膜的厚度一般根据使用要求可控制在 5μm - 30μm 之间,颜色也可以通过染色工艺进行多样化处理,如常见的银白色、黑色、金色等,增加了电机壳的美观性。工业材铝电机壳具有更好的防酸、防腐蚀性能。
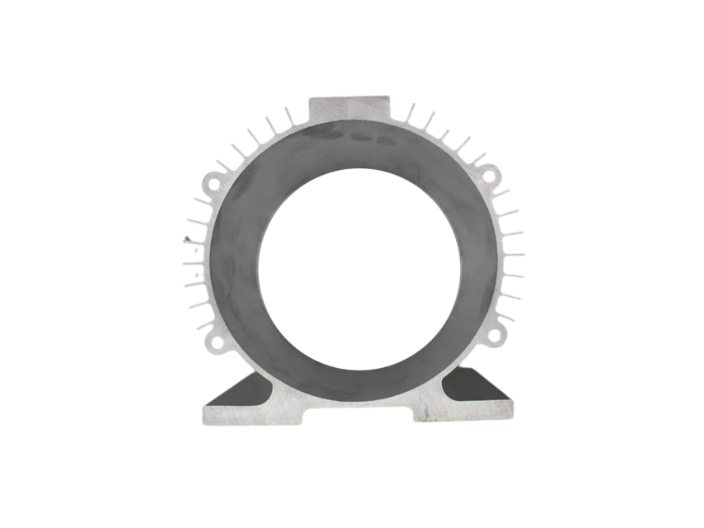
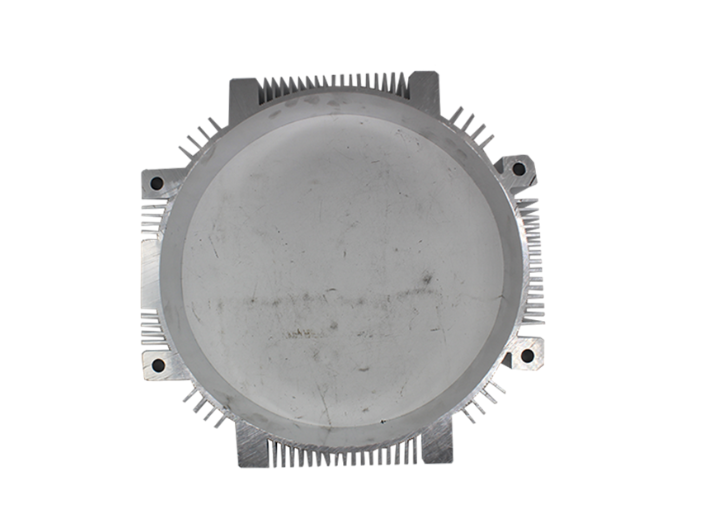
电机在运行过程中,内部绕组会因电流通过而产生大量热量。若这些热量不能及时散发出去,将导致电机温度升高,进而影响电机的性能与寿命。铝的导热系数远高于铸铁,大约是铸铁的 3 - 5 倍。这使得铝电机壳能够迅速将电机内部产生的热量传导至外壳表面,并通过空气对流或其他散热方式快速散发到周围环境中。高效的散热性能有助于维持电机在适宜的温度范围内运行,提高电机的运行稳定性与可靠性。研究数据显示,使用铝电机壳的电机,其运行温度可比使用铸铁电机壳的电机降低 10℃ - 15℃,电机的绝缘寿命可延长 2 - 3 倍。变电站中常用的工业材铝电机壳可以有效地阻止防爆器的腐蚀。高压低振动工业材铝电机壳报价
工业材铝电机壳符合环保要求并且能够回收再利用。铝合金大功率工业材铝电机壳加工
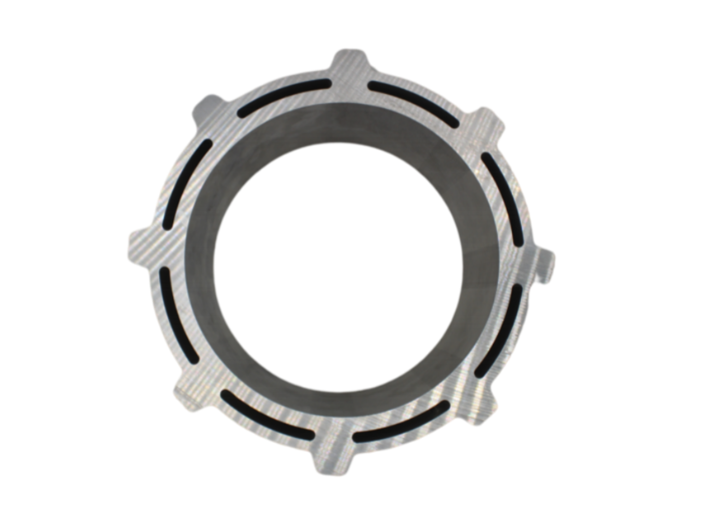
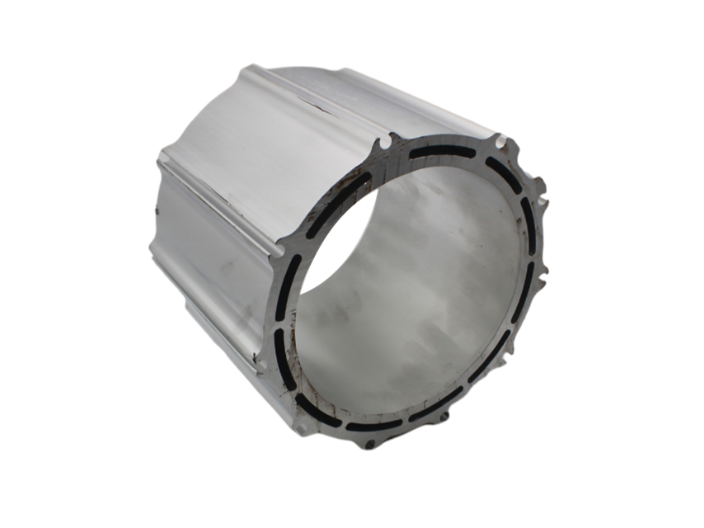
经过压铸或挤压成型的铝电机壳毛坯,通常需要进行一系列的机械加工工序,以达到较终的尺寸精度和表面质量要求。常见的机械加工工序包括车削、铣削、钻孔、攻丝等。车削加工主要用于加工电机壳的内孔、外圆表面以及端面等,通过车削可以保证电机壳的内径、外径尺寸精度以及圆柱度等形位公差要求,尺寸精度一般可控制在 ±0.01mm - ±0.05mm。铣削加工则常用于加工电机壳上的平面、凹槽、安装孔等结构,能够保证平面度、垂直度等形位公差要求,平面度精度可达 ±0.02mm - ±0.05mm。钻孔和攻丝工序用于在电机壳上加工各种安装孔和螺纹孔,以便电机的安装和固定。在机械加工过程中,需要根据铝合金材料的特性选择合适的刀具和切削参数,如刀具的材质一般采用硬质合金,切削速度、进给量和切削深度等参数需要根据具体加工要求和材料性能进行优化,以提高加工效率和加工质量,降低刀具磨损。铝合金大功率工业材铝电机壳加工
- 防泄漏高性能工业材铝电机壳订做 2025-11-24
- 压铸散热器工业材铝电机壳批发 2025-11-24
- 散热器自动化工业材铝电机壳报价 2025-11-24
- 自动化铝合金工业材铝电机壳销售 2025-11-24
- 压铸耐腐蚀工业材铝电机壳厂家 2025-11-24
- 湖南工业材铝电机壳市场价 2025-11-24
- 铝合金精密工业材铝电机壳价格 2025-11-24
- 大功率抗氧化工业材铝电机壳现货 2025-11-24
- 高性能国产工业材铝电机壳现货 2025-11-24
- 北京工业材铝电机壳加工 2025-11-24
- 防泄漏压铸工业材铝电机壳现货 2025-10-18
- 上海工业材铝电机壳价格 2025-10-18