- 品牌
- NINEBOT
- 型号
- 齐全
- 类型
- 铝板材,铝带材,铝排材,铝箔材,铝管材,铝线材,铝粒
- 加工工艺
- 挤压锭
工业用材铝电机壳的制造与应用探究在现代工业生产中,电机作为一种重要的动力源,其外壳材料的选择对电机的性能、耐用性及成本控制具有重大影响。铝材因其轻质、强高、良好的导热性和加工性能,成为制造电机外壳的推荐材料之一。首先让我们从铝材的基本特性谈起。铝是地壳中储量第三丰富的元素,它以质轻、耐腐蚀、导电导热性能佳而著称。在工业领域,纯铝往往通过合金化来提高其强度和硬度,形成各种铝合金。例如,常见的铝合金类型有5052、6061等,它们在电机壳制造中被普遍采用。工业材铝电机壳的设计灵活,对各种电机进行适应性调整。江苏工业材铝电机壳批发

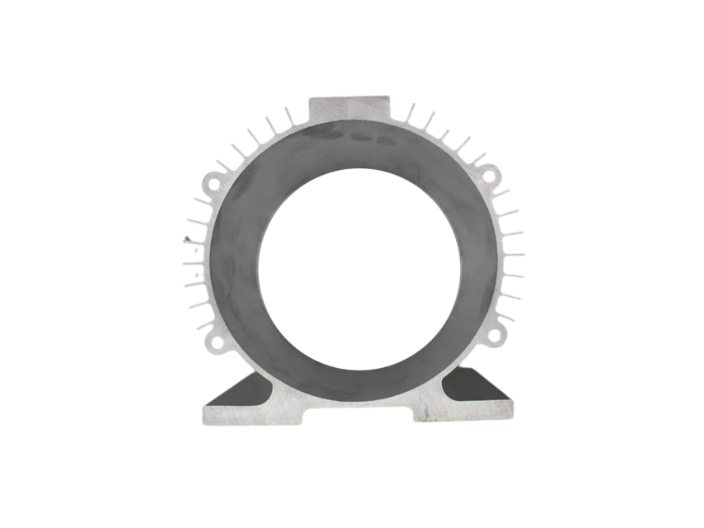
在现代工业领域,电机作为机械设备的重要组成部分,其性能和可靠性直接影响着整个设备的运行效率和使用寿命。而电机壳作为电机的外部保护结构,不仅承载着电机的重量,还起着保护内部零部件、散热以及电磁屏蔽等关键作用。工业材铝以其轻质、强高度、良好的导热性和耐腐蚀性,成为制造电机壳的理想材料。工业材铝电机壳的材料选择工业材铝电机壳的材料选择是加工过程中的首要环节。合适的材料不仅能够满足电机壳的强度和刚度要求,还能够保证加工过程的顺利进行和产品的较终质量。国产工业材铝电机壳定制经过优化设计的工业材铝电机壳可以有效减少电机噪音。
相关实验表明,在相同的海洋腐蚀环境下,铸铁电机壳在 1 - 2 年内就会出现明显的锈蚀现象,而铝电机壳经过 5 - 8 年的使用,表面依然保持完好,只轻微变色。铝是非磁性材料,在电机运行过程中,不会产生磁滞和涡流损耗,这对于提高电机的效率具有积极作用。在一些对电磁兼容性要求较高的应用场合,如精密电子设备、医疗仪器等配套的电机中,铝电机壳能够有效避免对周围电子元件产生电磁干扰,确保整个系统的稳定运行。与磁性材料制成的电机壳相比,使用铝电机壳的电机在电磁转换效率上可提高 2% - 5%,能够更高效地将电能转化为机械能,降低能源消耗。
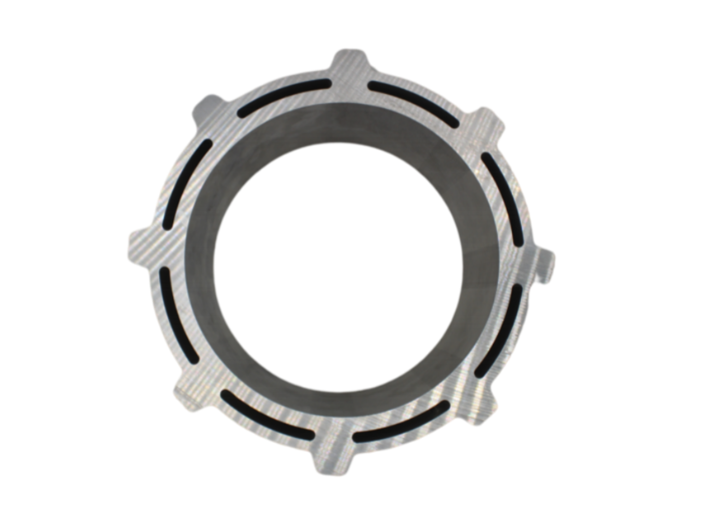
铝合金具有良好的延展性和可塑性,易于进行压铸、挤压、机械加工等成型操作。通过压铸工艺,可以制造出形状复杂、尺寸精确的电机壳,满足不同电机的设计需求。与铸铁相比,铝合金在机械加工过程中,切削力较小,刀具磨损慢,加工表面质量高,能够降低加工成本,提高生产效率。在大规模生产铝电机壳时,压铸工艺的生产效率极高,每分钟可生产多个电机壳,且废品率较低。同时,铝合金材料的可加工性使得电机壳的设计灵活性大幅度增强,能够根据不同的应用场景和性能要求,对电机壳的结构和外形进行优化设计。工业材铝电机壳的耐蚀性能更好,能够更好地应对各种环境。
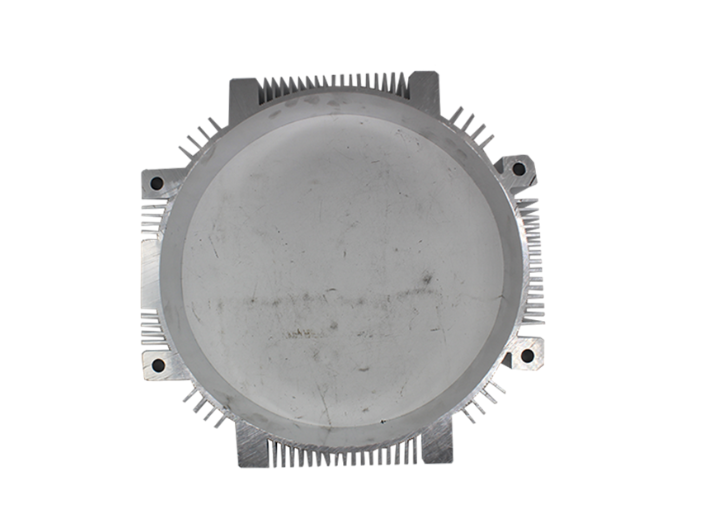
工业材铝电机壳的设计制造设计原则在设计工业材铝电机壳时,需要遵循以下原则:一是满足电机的功能和性能要求,包括承受载荷、抵抗振动、散热等;二是优化结构,减少材料消耗和重量;三是考虑制造工艺性和经济性,确保产品的可制造性和成本效益。制造工艺工业材铝电机壳的制造工艺主要包括铸造、锻造、冲压、焊接等。其中,铸造是制造大型电机壳的常用方法,可以一次性成型复杂形状的结构;锻造则适用于制造高精度、墙高度的电机壳;冲压则适用于制造薄壁、轻质的电机壳;焊接则可以实现不同材料的连接和组合。在实际生产中,需要根据具体的产品要求和工艺条件选择合适的制造方法。工业材铝电机壳不容易被水、油污和灰尘侵蚀和损坏。热挤压高压工业材铝电机壳报价
采用工业材铝电机壳能够提高机器的耐用性。江苏工业材铝电机壳批发
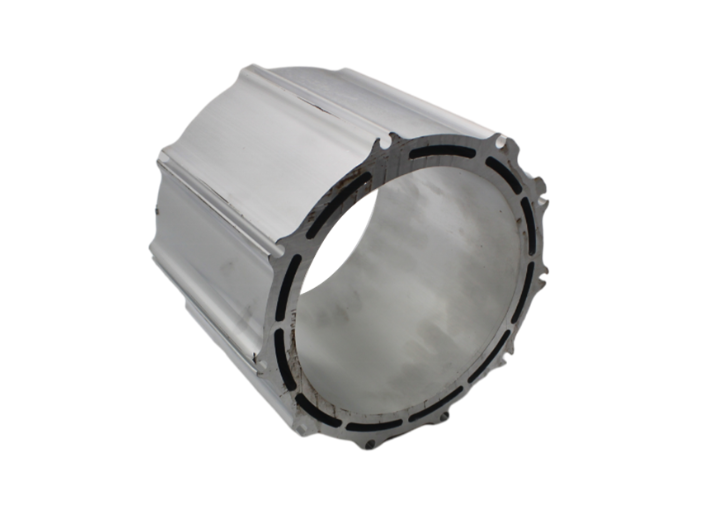
挤压工艺是将加热至一定温度的铝合金坯料放入挤压机的挤压筒内,在强大的挤压力作用下,使坯料通过特定形状的模具挤出,从而获得具有所需截面形状和尺寸的型材。对于铝电机壳生产,挤压工艺主要用于制造电机壳的筒身部分。在挤压过程中,需要严格控制挤压温度、挤压速度和挤压力等工艺参数。挤压温度一般根据铝合金的成分和挤压工艺要求,控制在 450℃ - 550℃之间。温度过高,铝合金容易出现过烧现象,导致材料性能下降;温度过低,则挤压力增大,模具磨损加剧,且产品表面质量变差。挤压速度通常根据型材的复杂程度和尺寸大小进行调整,一般在 0.5m/min - 5m/min 范围内。合适的挤压速度既能保证生产效率,又能确保产品质量。挤压力的大小取决于铝合金的材质、坯料尺寸以及模具结构等因素,需要通过计算和实际生产经验进行确定。在挤压操作过程中,还需要注意模具的润滑和冷却,以减少模具磨损,提高模具寿命,并保证产品表面质量。江苏工业材铝电机壳批发
- 防泄漏高性能工业材铝电机壳订做 2025-11-24
- 压铸散热器工业材铝电机壳批发 2025-11-24
- 散热器自动化工业材铝电机壳报价 2025-11-24
- 自动化铝合金工业材铝电机壳销售 2025-11-24
- 压铸耐腐蚀工业材铝电机壳厂家 2025-11-24
- 湖南工业材铝电机壳市场价 2025-11-24
- 铝合金精密工业材铝电机壳价格 2025-11-24
- 大功率抗氧化工业材铝电机壳现货 2025-11-24
- 高性能国产工业材铝电机壳现货 2025-11-24
- 北京工业材铝电机壳加工 2025-11-24
- 防泄漏压铸工业材铝电机壳现货 2025-10-18
- 上海工业材铝电机壳价格 2025-10-18