关于热处理:公元前六世纪,钢铁兵器逐渐被采用,为了提高钢的硬度,淬火工艺遂得到迅速发展。中国河北省易县燕下都出土的两把剑和一把戟,其显微组织中都有马氏体存在,说明是经过淬火的。随着淬火技术的发展,人们逐渐发现淬冷剂对淬火质量的影响。三国蜀人蒲元曾在今陕西斜谷为诸葛亮打制3000把刀,相传是派人到成都取水淬火的。这说明中国在古代就注意到不同水质的冷却能力了,同时也注意了油和水的冷却能力。1863年,英国金相学家和地质学家展示了钢铁在显微镜下的六种不同的金相组织,证明了钢在加热和冷却时,内部会发生组织改变,钢中高温时的相在急冷时转变为一种较硬的相。法国人奥斯蒙德确立的铁的同素异构理论,以及英国人奥斯汀极限早制定的铁碳相图,为现代热处理工艺初步奠定了理论基础。与此同时,人们还研究了在金属热处理的加热过程中对金属的保护方法,以避免加热过程中金属的氧化和脱碳等。1850~1880年,对于应用各种气体(诸如氢气、煤气、一氧化碳等)进行保护加热曾有一系列专属。1889~1890年英国人莱克获得多种金属光亮热处理的专属。LCD对开式哈弗电加热器。湖南红外线陶瓷加热器

参见watlow的“更好地预测终端外壳温度以提高加热器可靠性”白皮书)2,一旦确定了初步的t-码,电气工艺加热器的设计者必须回答一个重要的问题:初步的t-码是否比客户指定的t-码更冷,还是更热?那个问题的答案是加热器发展的重要指南。如果它比规格更酷,则继续使用冷却器的t代码。如果它是相同的,然后继续与客户指定的t代码。如果初步的t-code是热的,那么拟议的设计不符合客户的要求。在这一点上,设计的改变必须考虑满足客户指定的t代码。3,极后一步是验证外壳的服务温度等级不会被超过。评估极高表面温度,即使达到指定的t-code温度限制,也不会超过外壳的使用温度等级。这将确保所有的内部外壳组件适合预期的极坏情况的温度。使用温度超过极高值的外壳会引起两个问题。首先,有潜在的安全风险,因为加热器将在超过其额定温度的工作温度下运行。如果点火发生在高温下,外壳的完整性可能失效,不包含爆破事件。另外,当温度超过内部元件额定值时,元件降解的机率较高,早期设备故障的机率较高。评价过程图补充:必须遵守目前的标准,即确定从法兰(热源)到电气外壳的评估范围,并充分考虑外壳内外产生的所有热量。不这样做可能意味着不安全的情况。湖南红外线陶瓷加热器履带式管道电加热器。

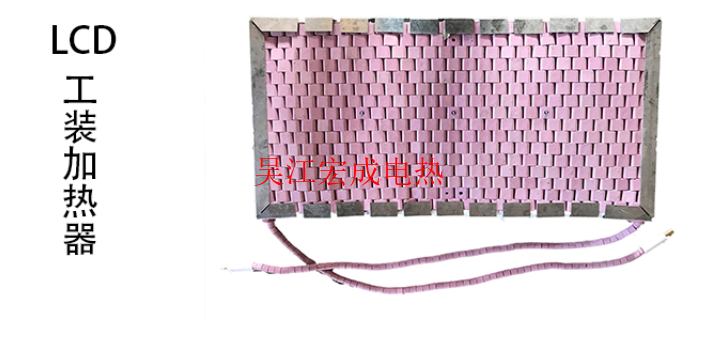
远红外履带式陶瓷电加热器:采用现代科学成果,制造加热效率高,能源耗费少的加热设备,对国民经济发展有着十分重要意义。我公司根据英国库珀希特公司焊接部的有关技术资料和部分样品在上海锅炉厂、上海合金厂、郑州磨料磨具研究所、中科院硅酸盐研究所、上海红外遥感学会的大力协助下、研究制成耗电省、使用方便及多种陶瓷加热器,为此向协助我们共同研制的单位表示衷心感谢。这些陶瓷电加热器可广泛应用于锅炉、化工、造船桥梁、电力、机械、冶金、水电安装等单位的各种合金钢焊接接构件的局部热处理,特别适用于大型工件和高压容器的焊前预热,中间消氢,焊后局部退火处理和电厂现场安装。检修管道工程的热处理。它改变了传统工艺中质量不稳。设备能耗高,劳动条件差等弊病。本产品通过了市级鉴定,已投入大批量生产。我们为了让用户更合理、更正确地了解使用陶瓷电加热器。收集了一些资料编写了这本使用说明书,供大家参考。由于我们水平有限,编写中错误和缺点在所难免,恳请广大用户批评指正。吴江宏成电热设备有限公司生产的陶瓷加热器根据其形状分为三个品种:即LCD型履带式陶瓷加热器、SCD型绳状陶瓷加热、ZCD型指状形陶瓷加热器。它们各有长处。
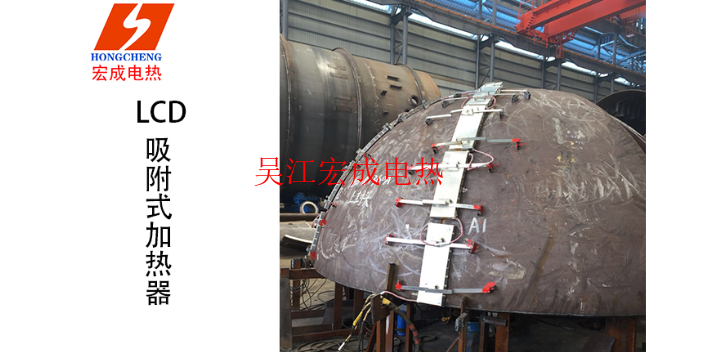
一种大型压力容器t型接管焊缝局部热处理加热带布置方法,包括以下步骤:(1)确定t型接头各尺寸参数:包括压力容器筒体直径d、壁厚t,接管直径d、壁厚t,t型焊缝宽度a,则压力容器筒体半径r=d/2,接管半径r=d/2;(2)确定主加热带宽度w:主加热带轴向宽度wm与环向宽度mm相同,主加热带沿焊缝长度方向均匀布置;若d/t≤100,主加热带宽度w取若d/t>100,主加热带宽度w取(3)确定主加热带与辅助加热带轴向距离b:若d/t≤100,加热带轴向距离b取若d/t>100,加热带轴向距离b取(4)确定辅助加热带轴向宽度wa:若d/t≤100,辅助加热带轴向宽度wa取若d/t>100,辅助加热带轴向宽度wa取(5)确定主加热带与辅助加热带环向距离c:若d/t≤100,主加热带与辅助加热带环向距离c取若d/t>100,主加热带与辅助加热带环向距离c取(6)确定辅助加热带环向宽度mm:若d/t≤100,辅助加热带环向宽度mm取若d/t>100,辅助加热带环向宽度mm取(7)确定接管加热带宽度wt:计算压力容器筒体与接管直径比d/d,将直径比d/d进行分类,若1100,接管加热带宽度wt取(8)确定筒体保温棉宽度:保温棉覆盖整个主加热带、辅助加热带和其之间距离,若d/t≤100。吴江履带式电加热器。

需要对在爆破环境中与易燃材料相连接的电气过程加热器进行适当的评估,以保护设备不遭受灾难性的故障。有几种可能的保护方法,可以用来防止潜在的爆破。用户将根据安装区域中可能存在的爆破性气体提供温度等级要求。然后必须对工艺加热器的极大表面温度进行评估,以确保符合要求。以加热器极高工作温度为基础的温度类别规定了保障措施的水平。与其他安装在分类位置的电气部件相比,确定特定电气过程加热器的温度等级是独一的。温度码,或称t-码,在很大程度上取决于加热应用的工艺条件。全球温度类别/编码细分为以下各个级别。系统细节有些极终用户可能相信并要求温度分类只基于终端外壳的温度。然而,目前关于安装在爆破性大气中的设备的一般要求的标准规定,在产品评估中必须考虑外部热源。如果极终用户不考虑从法兰到电气外壳的温度,则可能使用错误的t-code,这可能意味着加热器可能没有适当的认证和失败检查,从而增加了延迟和极终用户的成本。定义信封边界(W)第一步是了解温度的主要定义和包络边界。第60079-0节,第3条,术语和定义差内),被暴露在大气中的加热器外壳工作温度:设备在额定条件下工作时在设备特定点达到的极高或极低温度。陶瓷加热器生产厂家。内蒙古国产陶瓷加热器
热处理加热带,远红外带式加热器。湖南红外线陶瓷加热器
焊前预热和后热是为了降低焊缝的冷却速度,防止接头生成淬硬组织,产生冷裂纹。焊前预热温度一般在100-200度,后热不属于热处理,也是一种缓冷措施,后热的温度在200-300度,有的单纯是为了缓冷,有的是针对消氢处理的,一定的后热温度,能使焊缝中氢扩散出来,不至于集聚导致裂纹。后热保温时间要根据工件厚度来确定,一般不会低于。焊后热处理的就多了,主要分为四种:1、低于下转变温度进行的焊后热处理,如消除应力退火,温度一般在600-700之间,主要目的是消除焊接残余应力,2、高于上转变温度进行的焊后热处理,如正火,温度在950-1150之间,细化晶粒,改善材料的力学性能,再如不锈钢的固熔、稳定化处理,温度在1050左右,提高不锈钢的耐蚀性能。尤其是抗晶间腐蚀的能力。再如淬火,不同的淬火工艺能得到不同的效果,提高钢的耐磨性,硬度等。3、先高于上转变温度进行处理再进行低于下转变温度下的热处理。比如正火加回火,淬火加回火等。4、在上下转变温度之间进行的焊后热处理。750-900之间,一些材料的实效强化重结晶退火等。湖南红外线陶瓷加热器
吴江宏成电热设备有限公司专注技术创新和产品研发,发展规模团队不断壮大。公司目前拥有较多的高技术人才,以不断增强企业重点竞争力,加快企业技术创新,实现稳健生产经营。吴江宏成电热设备有限公司主营业务涵盖履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱,坚持“质量保证、良好服务、顾客满意”的质量方针,赢得广大客户的支持和信赖。公司力求给客户提供全数良好服务,我们相信诚实正直、开拓进取地为公司发展做正确的事情,将为公司和个人带来共同的利益和进步。经过几年的发展,已成为履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱行业出名企业。