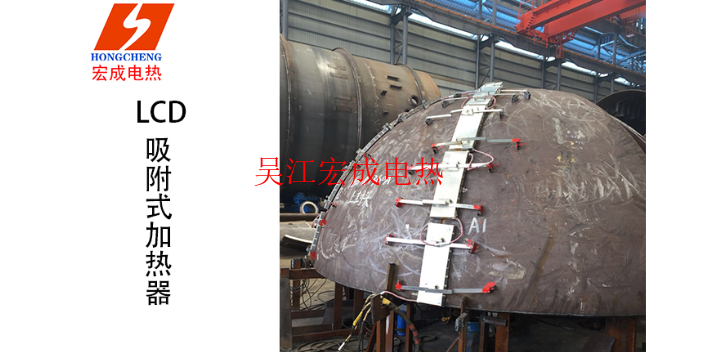
(1)确定t型接头各尺寸参数:包括压力容器筒体直径d、壁厚t,接管直径d、壁厚t,t型焊缝宽度a,则压力容器筒体半径r=d/2,接管半径r=d/2;(2)确定主加热带宽度w:主加热带轴向宽度wm与环向宽度mm相同,主加热带沿焊缝长度方向均匀布置;若d/t≤100,主加热带宽度w取若d/t>100,主加热带宽度w取(3)确定主加热带与辅助加热带轴向距离b:若d/t≤100,加热带轴向距离b取若d/t>100,加热带轴向距离b取(4)确定辅助加热带轴向宽度wa:若d/t≤100,辅助加热带轴向宽度wa取若d/t>100,辅助加热带轴向宽度wa取(5)确定主加热带与辅助加热带环向距离c:若d/t≤100,主加热带与辅助加热带环向距离c取若d/t>100,主加热带与辅助加热带环向距离c取(6)确定辅助加热带环向宽度mm:若d/t≤100,辅助加热带环向宽度mm取若d/t>100,辅助加热带环向宽度mm取(7)确定接管加热带宽度wt:计算压力容器筒体与接管直径比d/d,将直径比d/d进行分类,若1100,接管加热带宽度wt取(8)确定筒体保温棉宽度:保温棉覆盖整个主加热带、辅助加热带和其之间距离,若d/t≤100,保温棉轴向宽度等于t型焊缝到辅助加热带轴向端部距离的基础上加保温棉环向宽度为覆盖筒体的一半周长;若d/t>100。lcd型履带式陶瓷电加热器。吴江区陶瓷加热器结构
客户见证:公司专业生产各种规格的电加热设备,本公司生产设备、检测设备齐全、技术力量雄厚,在2004年就已一次性通过ISO9000质量体系论证,产品性能已通过江苏省锅炉检测中心的检测。......客户见证:公司专业生产各种规格的电加热设备,本公司生产设备、检测设备齐全、技术力量雄厚,在2004年就已一次性通过ISO9000质量体系论证,产品性能已通过江苏省锅炉检测中心的检测。......客户见证:大功率电热管、烘箱用电热管、电热棒、风道用电加热器、油罐用电加热器、焊接设备用电加热器(哈夫加热器、履带式加热器、绳型加热器)、管道用电热带(硅橡胶加热带、玻璃纤......客户见证:公司专业设计制造加热设备、电加热器、防爆电加热器应用于各大核电站、化工、石油、炼油采油、锅炉用各种类型电加热装置,适用不同领域的使用。重庆陶瓷加热器原理柔性陶瓷电阻加热器。

8. 回火:将经过淬火的工件加热到临界点AC1以下的适当温度保持一定时间,随后用符合要求的方法冷却,以获得所需要的组织和性能的热处理工艺。9. 钢的碳氮共渗:碳氮共渗是向钢的表层同时渗入碳和氮的过程。习惯上碳氮共渗又称为氰,以中温气体碳氮共渗和低温气体碳氮共渗(即气体软氮化)应用较为普遍。中温气体碳氮共渗的主要目的是提高钢的硬度,耐磨性和疲劳强度。低温气体碳氮共渗以渗氮为主,其主要目的是提高钢的耐磨性和抗咬合性。10. 调质处理(quenching and tempering):一般习惯将淬火加高温回火相结合的热处理称为调质处理。调质处理广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。调质处理后得到回火索氏体组织,它的机械性能均比相同硬度的正火索氏体组织更优。它的硬度取决于高温回火温度并与钢的回火稳定性和工件截面尺寸有关,一般在HB200—350之间
一种大型压力容器t型接管焊缝局部热处理加热带布置方法,包括以下步骤:(1)确定t型接头各尺寸参数:包括压力容器筒体直径d、壁厚t,接管直径d、壁厚t,t型焊缝宽度a,则压力容器筒体半径r=d/2,接管半径r=d/2;(2)确定主加热带宽度w:主加热带轴向宽度wm与环向宽度mm相同,主加热带沿焊缝长度方向均匀布置;若d/t≤100,主加热带宽度w取若d/t>100,主加热带宽度w取(3)确定主加热带与辅助加热带轴向距离b:若d/t≤100,加热带轴向距离b取若d/t>100,加热带轴向距离b取(4)确定辅助加热带轴向宽度wa:若d/t≤100,辅助加热带轴向宽度wa取若d/t>100,辅助加热带轴向宽度wa取(5)确定主加热带与辅助加热带环向距离c:若d/t≤100,主加热带与辅助加热带环向距离c取若d/t>100,主加热带与辅助加热带环向距离c取(6)确定辅助加热带环向宽度mm:若d/t≤100,辅助加热带环向宽度mm取若d/t>100,辅助加热带环向宽度mm取(7)确定接管加热带宽度wt:计算压力容器筒体与接管直径比d/d,将直径比d/d进行分类,若1100,接管加热带宽度wt取(8)确定筒体保温棉宽度:保温棉覆盖整个主加热带、辅助加热带和其之间距离,若d/t≤100。工业级陶瓷电加热器。
电加热器在机械行业的设备处理中有很大的应用,比较熟悉的就有全自动包装机、制袋机等设备等,它们都需要用电加热器进行产品的封装和处理。当然电加热器在使用过程中,也会有可能发生故障,其中以烧断和电加热器内部系统的短路尤为常见。一旦电加热器出现内部系统的短路故障,如果不及时排除,就不能保证产品的质量和使用,甚至还会导致电加热器内部系统损坏,造成严重损失。所以要想办法去避免电加热器内部系统故障的发生。电加热器一般是由温度控制仪表的触点来控制其内部的交流电源通断的,当电加热器温度低于设定温度时,它的温度控制仪表的触点接通,温度上升;当电加热器温度高于设定温度时,温度控制仪表的触点断开,温度下降,保证电加热器工作在一定温度范围内。电加热器出现烧断故障的话,操作人员无法判断电加热器是温度升高加热器正常断电,还是加热器断路故障造成的电加热器断电。由于加热器的热惯性,电加热器内部的温度需延迟一段时间才降下来,这样当电加热器的操作人员发现产品不合格后,已造成了浪费,使产品质量受到影响。对此,应该为电加热器设置断路检测装置,它能够有效的自动识别温度升高加热器断电和电加热器断路故障,从而做出正确及时的应对措施。电加热器型号规格尺寸。河北陶瓷加热器的工作原理
苏州电加热器生产厂家。吴江区陶瓷加热器结构
焊前预热和后热是为了降低焊缝的冷却速度,防止接头生成淬硬组织,产生冷裂纹。焊前预热温度一般在100-200度,后热不属于热处理,也是一种缓冷措施,后热的温度在200-300度,有的单纯是为了缓冷,有的是针对消氢处理的,一定的后热温度,能使焊缝中氢扩散出来,不至于集聚导致裂纹。后热保温时间要根据工件厚度来确定,一般不会低于。焊后热处理的就多了,主要分为四种:1、低于下转变温度进行的焊后热处理,如消除应力退火,温度一般在600-700之间,主要目的是消除焊接残余应力,2、高于上转变温度进行的焊后热处理,如正火,温度在950-1150之间,细化晶粒,改善材料的力学性能,再如不锈钢的固熔、稳定化处理,温度在1050左右,提高不锈钢的耐蚀性能。尤其是抗晶间腐蚀的能力。再如淬火,不同的淬火工艺能得到不同的效果,提高钢的耐磨性,硬度等。3、先高于上转变温度进行处理再进行低于下转变温度下的热处理。比如正火加回火,淬火加回火等。4、在上下转变温度之间进行的焊后热处理。750-900之间,一些材料的实效强化重结晶退火等。吴江区陶瓷加热器结构
吴江宏成电热设备有限公司是一家集生产科研、加工、销售为一体的****,公司成立于2010-02-24,位于吴江区平望镇梅堰龙南村。公司诚实守信,真诚为客户提供服务。公司主要经营履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱等产品,我们依托高素质的技术人员和销售队伍,本着诚信经营、理解客户需求为经营原则,公司通过良好的信誉和周到的售前、售后服务,赢得用户的信赖和支持。公司会针对不同客户的要求,不断研发和开发适合市场需求、客户需求的产品。公司产品应用领域广,实用性强,得到履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱客户支持和信赖。宏成秉承着诚信服务、产品求新的经营原则,对于员工素质有严格的把控和要求,为履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱行业用户提供完善的售前和售后服务。