在紧固件的质量控制方面,螺栓、销钉和铆钉都可以通过Optoflash实现快速测量。标准的测量选项里包括螺纹测量功能:螺纹大径、螺纹小径、螺纹中径、螺距、啮合角度、螺纹总长度、螺纹起始点角向、螺纹轴线、螺纹同轴度等。基于2D图像采集技术,Optoflash是测量涡轮增压器的完美解决方案比较大的优势在于,Optoflash可通过一张2D图像采集到整个工件轮廓,所以能够用更快的速度测量到整个叶片的轮廓(而不是数个截面),并且更加精确可靠。Optoflash的测量速度是传统线扫描光学系统的两倍。马波斯Hetech泄漏检测方案试漏检测的目的是发现生产过程中非常细微的泄漏,以确保产品的质量。精密检测设备
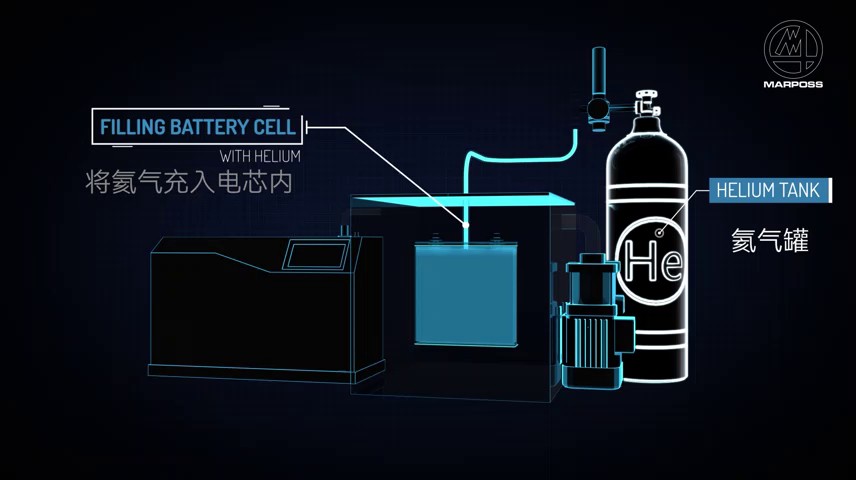
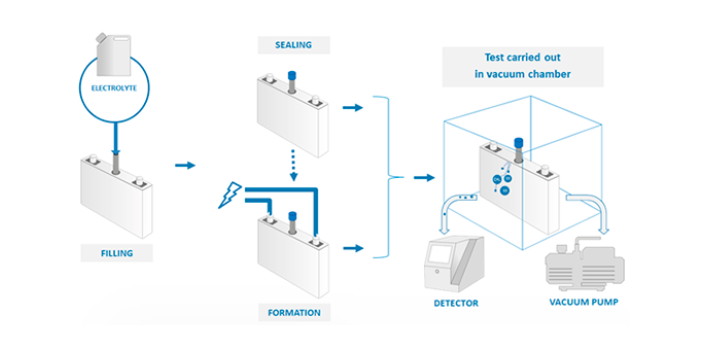
在量产阶段,马波斯可以为量产阶段提供动力电池的泄漏检测的自动化方案。对于马波斯而言,提供丰富的泄漏检测解决方案,同时保证在锂离子电池量产线各个工位检查锂离子电池的密封性是重要的。从特征的角度来看,马波斯不*能够提供电池壳氦气示踪检测方案,也能够提供电解液充入前和充入后的氦气示踪检测方案。另外,马波斯也能够在压氦发泄漏检测和电解液示踪泄漏方面提供良好的检测方案。这也是马波斯能够帮助量产阶段提供的动力电池泄漏检测。图文检测设备光学测量方案可集成用于hairpin端子的测量和检查,hairpin焊接工艺之前或之后皆适用。

MARPOSS可以用累积室中的氦气对电池PACK进行泄漏测试,待测零件在环境压力下被放入密封室,然后充入氦气,通过氦质谱仪检测是否有示踪气体从待测零件流到密封室里。这种零部件半成品和pack成品的泄漏测试技术是一种非常可靠的方法,可以确保产品整体密封性良好,从而防止水进入电池pack内部。使用示踪气体的泄漏测试方法可确保比较大的测试灵敏度,其可以识别极低的泄漏情况,适用于大容积部件和任何环境条件。我们在累积室氦气泄漏测试方案可以测量10-2-10-4SCC/sec的泄漏。
在齿轮切削滚齿过程监控方面,齿轮零件的机加工对滚齿刀具和滚齿工艺提出了很高的要求。GENIORMODULAR系统可以在早期就监测到异常和工艺变化。这可以避免故障零件流入到装配段或检查段。在齿轮磨削与砂轮动平衡方面,能源使用效率在各个领域都很重要,尤其在电动汽车领域,其对扩大汽车的行驶里程至关重要。齿轮和机械部件的外表面和几何尺寸质量是这一技术变革成功的关键。借助Marposs砂轮动平衡和消空程技术,磨削工艺始终能以比较好方式进行,比较大限度地提高量产质量。凭借e.d.c.产品,马波斯提供了一整套解决方案,专门用于任何类型电机的功能测试和下线测试。
实际上,在进行量产阶段自动检测方面,马波斯能够提供有效的动力电池包的泄漏检测方案。在进行动力电池包泄漏检测的过程中,马波斯能够提供不同的泄漏检测方法,帮助客户检查电池托盘、电池框以及电池上盖的质量。与此同时,马波斯还能在生产线EOL阶段检测电池包成品的密封性。马波斯能够提供的动力电池包的泄漏检测方案包括以下方面,一方面,马波斯能够提供自动机器人氦气嗅探方案和维修工位手动氦气嗅探设备,另一方面,马波斯可提供累积室氦气整体检测方案,并且利用空气法检测冷却回路的气密性。20多年的经验和安装的多个系统,使e.d.c.能够100%识别缺陷,甚至是潜在缺陷。机床刀具断刀检测
定子的质量控制意味着检查整个生产链的各种电气特性。特别是绝缘试验和局部放电测试在工艺的不同阶段进行。精密检测设备
玻璃容器加工尺寸控制的方法:
加工尺寸控制包括:•总高度•垂直度•嘴平行度
•外径,或长/短边,以及瓶身的对角线•颈部外径•各种表面处理的许多不同参数(例如直径、高度、半径、角度……)
这些尺寸控制可以通过go-no-go通止规在生产线附近实现,也可以在实验室使用手动量规或半自动/自动计量系统在样件上进行。但使用通止规进行尺寸控制会有一些问题:它不提供定量信息,而且依赖于操作员的技能。持续使用通止规成本高昂,因为每件产品都需要一套**的通止规,这些硬规需要日常管理并定期重新校准。此外,这种方法不可能收集所有测量数据并进行统计分析以改进加工工艺和过程。 精密检测设备