- 品牌
- 吉田
- 型号
- 吉田
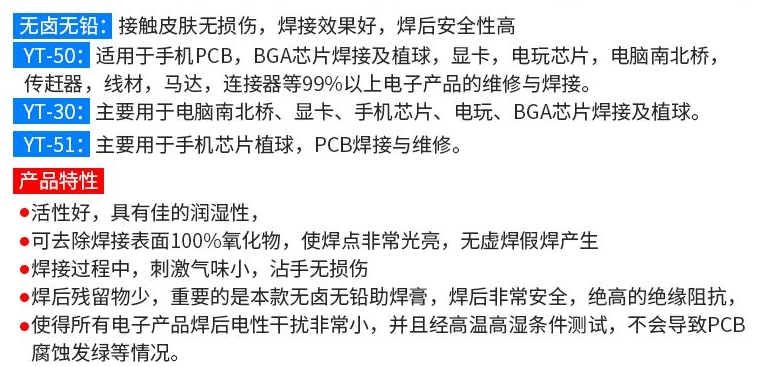
《锡膏基础:成分、分类与应用领域全解析》内容:详细解析锡膏的基本构成(合金粉末、助焊剂、添加剂),介绍不同合金类型(SAC305, Sn63Pb37, 低温铋系等)、不同粘度、不同颗粒度的分类标准,及其适用的电子产品领域(SMT, 半导体封装, LED等)。《无铅锡膏 vs 有铅锡膏:全方面对比与选型指南》内容:深入对比RoHS指令下的无铅锡膏与传统有铅锡膏在熔点、润湿性、强度、成本、可靠性、工艺要求等方面的差异,提供不同应用场景下的选型建议。广东吉田的半导体锡膏颗粒均匀,保证焊接质量稳定.北京低温激光锡膏厂家

锡膏的塌陷与润湿:现象、原因及如何控制关键词:冷塌陷、热塌陷、润湿角塌陷(Solder Slump)现象:印刷后锡膏图形扩散、高度降低,导致相邻焊盘桥连。分类与成因:类型发生阶段主要原因冷塌陷印刷后-回流前粘度低、触变性差、溶剂挥发慢热塌陷回流预热阶段升温过快、助焊剂提前活化、合金聚并解决方案:选用高触变性锡膏(TI>1.8);优化钢网设计(减少面积比<0.66的开孔);控制环境温湿度(23±3°C, 40-60%RH);调整回流曲线(延长预热时间)。润湿性(Wettability)评价标准:润湿角 θ < 30°(角度越小,铺展越好)。不良表现:不润湿:焊料不接触焊盘(θ>90°)→ 氧化层未***;退润湿:焊料收缩成球状 → 表面污染或镀层不良。提升方法:选择活性匹配的助焊剂(如ROL1级);确保PCB焊盘洁净(无氧化、指纹、硅油);氮气回流(氧气浓度<1000ppm)。关键认知:塌陷是物理失控,润湿是化学失效,需分而治之!北京低温激光锡膏厂家广东吉田的激光锡膏焊接速度快,能提升生产效率吗.

《无铅锡膏:绿色电子制造的进化之战》环保驱动欧盟RoHS指令禁用铅(Pb),推动无铅锡膏普及。主流合金为:SAC305(Sn96.5Ag3.0Cu0.5):熔点217°C,综合性能比较好。Sn-Cu0.7(Sn99.3Cu0.7):成本低,但润湿性较差。Sn-Bi58(Sn42Bi58):熔点138°C,用于低温焊接。技术瓶颈高温损伤:SAC305回流温度比Sn-Pb高34°C,增加PCB分层风险。锡须风险:纯锡晶须生长可能引发短路,需添加铋(Bi)或锑(Sb)抑制。成本压力:银(Ag)的使用使SAC305价格比Sn-Pb高30%。解决方案开发低银合金(如SAC0307,Ag含量0.3%)。优化回流曲线,采用氮气(N₂)保护减少氧化。
无铅锡膏vs有铅锡膏:演变、法规与**差异关键词:ROHS指令、SAC305、SnPb对比受欧盟ROHS指令(2006年)推动,无铅锡膏已成主流,但特定高可靠性领域仍用有铅锡膏(如航空航天)。特性有铅锡膏(Sn63/Pb37)无铅锡膏(SAC305)熔点183°C217°C成本低(铅资源丰富)高(银含量>3%)润湿性优(铅降低表面张力)较差(需活性助焊剂)机械强度延展性好刚性高,抗疲劳性强毒性含致*物铅符合环保法规无铅化挑战:焊接温度升高→能耗增加,PCB变形风险;润湿性差→需优化钢网设计及回流曲线。行业趋势:新型无铅合金(如Sn-Bi/Ag)正在开发,以降低熔点及成本广东吉田的无铅锡膏兼容性强,与多种焊盘材质匹配良好.

无铅锡膏的合金体系演进与性能对比随着RoHS指令的深化,无铅锡膏合金从早期的Sn-Ag-Cu(SAC305) 向多元化发展。Sn-Bi58(熔点138°C)凭借低温优势占领消费电子市场,但Bi的脆性限制了其在振动场景的应用;Sn-Au80(熔点280°C)用于高温功率器件,成本高昂;Sn-Sb5(熔点235°C)则因优异的抗蠕变性成为汽车电子新宠。实验表明:SAC305焊点在-55~125°C热循环中可承受2000次,而Sn-Bi58500次即出现裂纹。未来低银高铋(Ag0.3-Bi57.7)合金或成平衡成本与可靠性的关键方向广东吉田的有铅锡膏可定制粘度,满足不同印刷需求.北京低温激光锡膏厂家
广东吉田的无铅锡膏适合自动化生产线,提高焊接效率.北京低温激光锡膏厂家
.空洞(Voiding)在焊点中的成因与**小化策略关键词:X射线检测、空洞率、排气设计空洞(焊点内部的气孔)会降低热传导效率和机械强度,尤其在功率器件中需严控(通常要求<25%面积比)。空洞形成的主因来源产生机制助焊剂挥发物溶剂/树脂高温气化被困于熔融焊料中PCB或元件湿气层压板吸潮(MSL等级不足)镀层污染有机残留物(如指纹)热分解产气IMC反应气体Cu₆Sn₅等金属间化合物形成时释放气体排气通道阻塞钢网设计不当(如BTC器件全覆盖焊盘)系统化空洞抑制方案锡膏选型:选择低空洞配方(含抗空洞添加剂);低挥发物助焊剂(如免洗型)。工艺优化:延长预热时间:>120秒,充分挥发溶剂;提高峰值温度:高于熔点30-40°C(增强气体逃逸);氮气保护:氧气浓度<500ppm(减少氧化产气)。设计改进:BTC器件钢网:开孔内切/外延,预留排气通道;焊盘尺寸:避免过大(增加气体捕获面积)。行业标准:IPC-A-610规定BGA空洞率≤25%(Class3要求≤15%)北京低温激光锡膏厂家
氮气保护在回流焊中的应用:优势与成本考量关键词:氧浓度控制、质量收益、ROI计算氮气(N₂)的三大作用抑制氧化:氧气<1000ppm时,熔融焊料表面氧化率下降90%;改善润湿:润湿角降低5-15°(尤其对无铅锡膏关键);减少缺陷:锡珠减少70%(无氧化爆裂);空洞率下降30-50%(挥发物氧化减少)。成本模型(以8温区炉为例)成本项数值备注液氮消耗15-25m³/小时氧浓度维持500-1000ppm氮气成本¥8-15/m³地区差异大月增成本¥2.5万-4.5万按24天×16小时计算质量收益缺陷率↓60%减少维修/报废成本ROI周期6-18个月高复杂度板优先引入应用场景优先级强烈推荐:汽车电子(...
- 山东有铅锡膏国产厂家 2025-09-04
- 珠海中温锡膏厂家 2025-09-02
- 北京低温激光锡膏生产厂家 2025-08-29
- 江苏热压焊锡膏国产厂家 2025-08-28
- 河北低温激光锡膏工厂 2025-08-24
- 广东有铅锡膏厂家 2025-08-23
- 深圳热压焊锡膏报价 2025-08-21
- 黑龙江高温激光锡膏国产厂商 2025-08-21
- 湖北低温锡膏国产厂商 2025-08-21
- 茂名半导体封装高铅锡膏多少钱 2025-08-21



- 韶关高温无卤无铅锡膏厂家 2025-08-20
- 深圳锡膏国产厂商 2025-08-20
- 广东半导体封装高铅锡膏价格 2025-08-20
- 江门高温无卤无铅锡膏 2025-08-20
- 中山锡膏报价 2025-08-19
- 北京低温激光锡膏厂家 2025-08-19



- 惠州BGA低银锡球国产厂家 10-04
- 韶关BGA有铅锡球供应商 10-03
- 吉林BGA高银锡球厂家 09-30
- 北京BGA无铅锡球报价 09-27
- 湛江BGA低温焊锡锡球金属成分 09-24
- 广东BGA锡球报价 09-22
- 佛山BGA高银锡球国产厂商 09-21
- 江苏BGA无铅锡球国产厂商 09-18
- 湖北BGA低银锡球金属成分 09-17
- 山西电子焊接锡膏报价 09-13