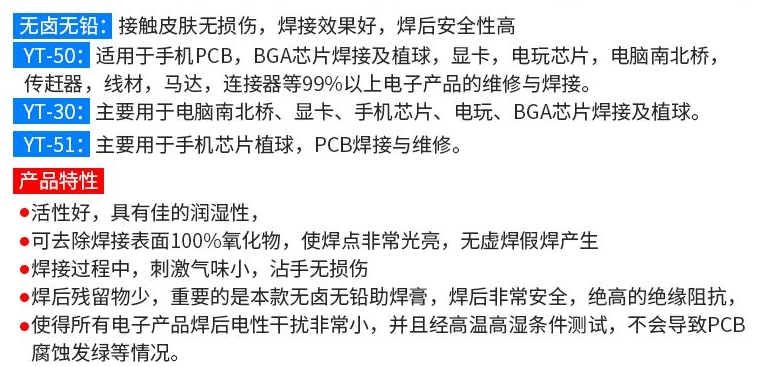
- 品牌
- 吉田
- 型号
- 吉田
《锡膏润湿性测试:评估焊接性能的关键指标》内容:讲解润湿性(Wettability)的重要性,介绍常见的测试方法(如润湿平衡测试 - Wetting Balance Test),如何解读测试曲线(润湿力、润湿时间),以及影响润湿性的因素(锡膏活性、焊区清洁度、温度)。《锡膏中的卤素:含量标准与“无卤”锡膏的兴起》内容:解释卤素(氯、溴)在助焊剂中的作用(提高活性)及其潜在风险(腐蚀、CAF),介绍无卤素(Halogen-Free)锡膏的定义、标准(如J-STD-004, IEC 61249)和应用驱动因素(环保、高可靠性)。广东吉田的中温锡铋铜锡膏与助焊剂匹配性好,减少虚焊.北京高温无卤无铅锡膏工厂

回流焊接常见缺陷与锡膏/工艺的关联分析关键词:缺陷归因、跨工序改进典型缺陷的跨工序责任判定缺陷锡膏主因工艺主因设计主因立碑两端润湿力差异过大加热不均匀(ΔT>10°C)焊盘尺寸不对称不润湿助焊剂活性不足(ROL0级)峰值温度不足/时间过短焊盘污染(硅油、氧化)退润湿粉末氧化严重预热过长(助焊剂提前耗尽)镀层不良(Au过厚)焊点开裂合金脆性高(如高Bi配方)冷却过快(>6°C/s)机械应力集中(无缓冲角)葡萄球助焊剂与合金不兼容升温斜率>3°C/s(溶剂沸腾)密间距焊盘未作防桥连设计协同改进案例:立碑(Tombstoning)锡膏优化:选用润湿速度一致的配方(两端熔融时差<0.5秒);工艺改进:降低预热终点温差(ΔT<5°C);采用“马鞍型”回流曲线(延缓小元件端熔化);设计优化:对称焊盘尺寸(热容匹配);增加阻焊桥(物理隔离)。**逻辑:“锡膏是种子,工艺是气候,设计是土壤——三者协同方得良品”河南高温无卤无铅锡膏生产厂家广东吉田的激光锡膏微小焊点也能完美焊接.

实现完美印刷的关键:精细的支撑与清洁策略关键词:PCB支撑、钢网擦拭、真空清洁印刷质量不仅取决于参数,更依赖于设备状态与辅助系统的稳定性。PCB支撑(SupportSystem)目的:消除PCB变形(尤其薄板或拼板),确保与钢网零间隙。支撑方式对比:类型原理适用场景顶针(Pin)机械顶起局部区域通用性强,成本低磁台(Magnetic)磁力吸附钢板支撑整个PCB高精度板(软板/FPC)**夹具(Fixture)定制化托板异形板/高密度板支撑标准:PCB任意点下陷≤0.05mm。钢网底部清洁(Under-StencilCleaning)擦拭模式选择:模式材料作用频率(建议)干擦无纺布去除干燥粉尘每3-5次印刷湿擦布+溶剂(IPA)溶解残留助焊剂/锡膏每10-15次印刷真空擦吸嘴+负压强力***孔内残留(防堵孔)细间距板每5次印刷溶剂要求:IPA纯度≥99.9%,避免水分污染锡膏。失效预警:钢网孔壁残留锡膏厚度>15μm将导致连续印刷少锡!
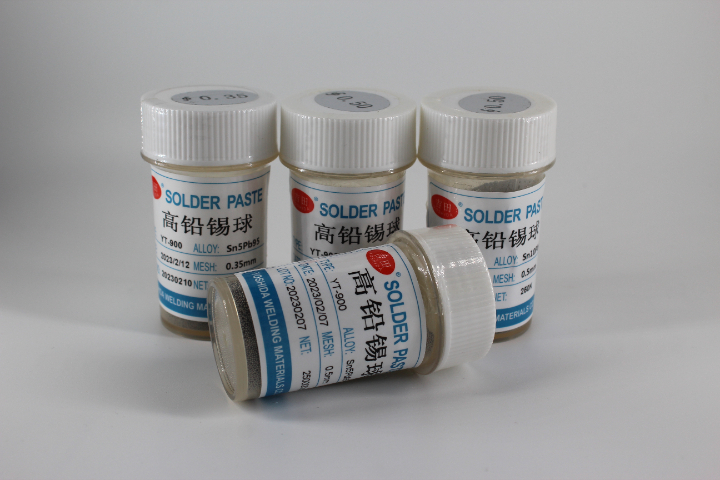
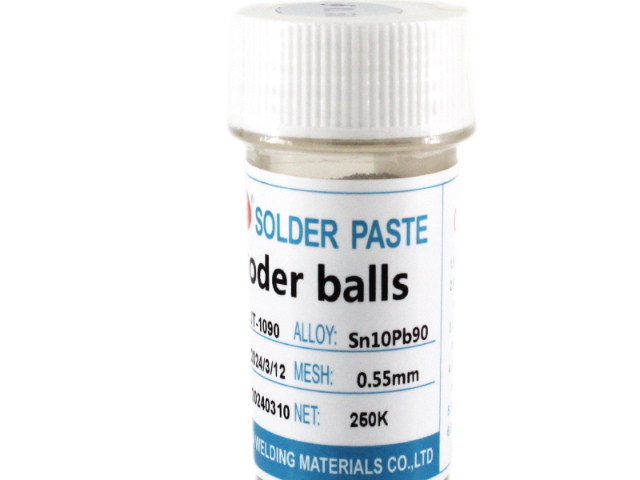
2.《无铅锡膏:绿色电子制造的进化之战》环保驱动欧盟RoHS指令禁用铅(Pb),推动无铅锡膏普及。主流合金为:SAC305(Sn96.5Ag3.0Cu0.5):熔点217°C,综合性能比较好。Sn-Cu0.7(Sn99.3Cu0.7):成本低,但润湿性较差。Sn-Bi58(Sn42Bi58):熔点138°C,用于低温焊接。技术瓶颈高温损伤:SAC305回流温度比Sn-Pb高34°C,增加PCB分层风险。锡须风险:纯锡晶须生长可能引发短路,需添加铋(Bi)或锑(Sb)抑制。成本压力:银(Ag)的使用使SAC305价格比Sn-Pb高30%。解决方案开发低银合金(如SAC0307,Ag含量0.3%)。优化回流曲线,采用氮气(N₂)保护减少氧化。广东吉田的有铅锡膏性价比突出,是中小厂商的选择.

无铅锡膏vs有铅锡膏:演变、法规与**差异关键词:ROHS指令、SAC305、SnPb对比受欧盟ROHS指令(2006年)推动,无铅锡膏已成主流,但特定高可靠性领域仍用有铅锡膏(如航空航天)。特性有铅锡膏(Sn63/Pb37)无铅锡膏(SAC305)熔点183°C217°C成本低(铅资源丰富)高(银含量>3%)润湿性优(铅降低表面张力)较差(需活性助焊剂)机械强度延展性好刚性高,抗疲劳性强毒性含致*物铅符合环保法规无铅化挑战:焊接温度升高→能耗增加,PCB变形风险;润湿性差→需优化钢网设计及回流曲线。行业趋势:新型无铅合金(如Sn-Bi/Ag)正在开发,以降低熔点及成本广东吉田的半导体锡膏包装密封严,防止氧化变质.江苏哈巴焊中温锡膏多少钱
广东吉田的有铅锡膏可定制粘度,满足不同印刷需求.北京高温无卤无铅锡膏工厂
.空洞(Voiding)在焊点中的成因与**小化策略关键词:X射线检测、空洞率、排气设计空洞(焊点内部的气孔)会降低热传导效率和机械强度,尤其在功率器件中需严控(通常要求<25%面积比)。空洞形成的主因来源产生机制助焊剂挥发物溶剂/树脂高温气化被困于熔融焊料中PCB或元件湿气层压板吸潮(MSL等级不足)镀层污染有机残留物(如指纹)热分解产气IMC反应气体Cu₆Sn₅等金属间化合物形成时释放气体排气通道阻塞钢网设计不当(如BTC器件全覆盖焊盘)系统化空洞抑制方案锡膏选型:选择低空洞配方(含抗空洞添加剂);低挥发物助焊剂(如免洗型)。工艺优化:延长预热时间:>120秒,充分挥发溶剂;提高峰值温度:高于熔点30-40°C(增强气体逃逸);氮气保护:氧气浓度<500ppm(减少氧化产气)。设计改进:BTC器件钢网:开孔内切/外延,预留排气通道;焊盘尺寸:避免过大(增加气体捕获面积)。行业标准:IPC-A-610规定BGA空洞率≤25%(Class3要求≤15%)北京高温无卤无铅锡膏工厂
氮气保护在回流焊中的应用:优势与成本考量关键词:氧浓度控制、质量收益、ROI计算氮气(N₂)的三大作用抑制氧化:氧气<1000ppm时,熔融焊料表面氧化率下降90%;改善润湿:润湿角降低5-15°(尤其对无铅锡膏关键);减少缺陷:锡珠减少70%(无氧化爆裂);空洞率下降30-50%(挥发物氧化减少)。成本模型(以8温区炉为例)成本项数值备注液氮消耗15-25m³/小时氧浓度维持500-1000ppm氮气成本¥8-15/m³地区差异大月增成本¥2.5万-4.5万按24天×16小时计算质量收益缺陷率↓60%减少维修/报废成本ROI周期6-18个月高复杂度板优先引入应用场景优先级强烈推荐:汽车电子(...
- 山东有铅锡膏国产厂家 2025-09-04
- 珠海中温锡膏厂家 2025-09-02
- 北京低温激光锡膏生产厂家 2025-08-29
- 江苏热压焊锡膏国产厂家 2025-08-28
- 河北低温激光锡膏工厂 2025-08-24
- 广东有铅锡膏厂家 2025-08-23
- 深圳热压焊锡膏报价 2025-08-21
- 黑龙江高温激光锡膏国产厂商 2025-08-21
- 湖北低温锡膏国产厂商 2025-08-21
- 茂名半导体封装高铅锡膏多少钱 2025-08-21




- 韶关高温无卤无铅锡膏厂家 2025-08-20
- 深圳锡膏国产厂商 2025-08-20
- 广东半导体封装高铅锡膏价格 2025-08-20
- 江门高温无卤无铅锡膏 2025-08-20
- 中山锡膏报价 2025-08-19
- 北京低温激光锡膏厂家 2025-08-19



- 惠州BGA低银锡球国产厂家 10-04
- 韶关BGA有铅锡球供应商 10-03
- 吉林BGA高银锡球厂家 09-30
- 北京BGA无铅锡球报价 09-27
- 湛江BGA低温焊锡锡球金属成分 09-24
- 广东BGA锡球报价 09-22
- 佛山BGA高银锡球国产厂商 09-21
- 江苏BGA无铅锡球国产厂商 09-18
- 湖北BGA低银锡球金属成分 09-17
- 山西电子焊接锡膏报价 09-13