缩管机的操作流程涵盖管材装夹、模具选择、参数设定、缩径加工与成品检测五个关键环节。管材装夹需确保轴线与模具中心线重合,否则会导致缩径后管材弯曲或壁厚不均。模具的选择需根据管材材质、外径与目标尺寸综合确定,例如缩径比超过30%时,需采用多段缩径工艺,分步减小管径以避免材料开裂。参数设定包括压力、速度与...
缩管机基本参数
- 品牌
- 张家港德宇机械有限公司
- 型号
- 齐全
缩管机企业商机
提升能源效率是缩管机绿色发展的关键方向。策略之一是优化液压系统设计,采用负载敏感泵替代传统定量泵,系统压力与流量随负载自动调节,避免“大流量小负载”导致的能量浪费,实测节能率可达25%-30%;策略之二是回收制动能量,在液压缸回程阶段,通过再生制动单元将液压马达产生的电能反馈至电网或储能装置,供设备其他部件使用,进一步降低能耗;策略之三是优化设备运行模式,开发智能启停功能,当设备空闲时间超过设定值(如5分钟)时,自动进入低功耗待机模式,关闭非必要电气元件,减少待机能耗;此外,采用LED照明替代传统卤素灯,降低照明系统能耗的同时,延长使用寿命。缩管机通过高刚性结构设计确保长期运行稳定性。安徽钢管缩管机选择

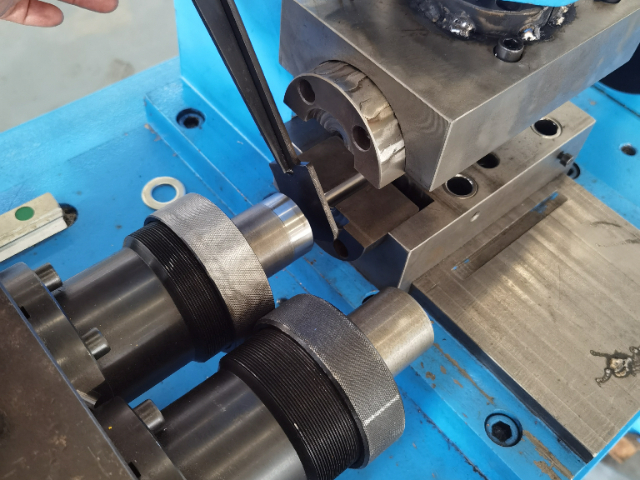
缩管机是一个复杂的机械系统,由多个部分协同工作完成管材缩径任务。其主体结构通常包括机架、缩径模具、动力装置、传动系统和控制系统等。机架是整个设备的支撑基础,它需要具备足够的强度和刚度,以承受缩径过程中产生的巨大作用力,确保设备在运行过程中的稳定性。缩径模具是缩管机的关键部件之一,它直接决定了管材缩径后的形状和尺寸精度。模具的设计和制造需要考虑到管材的材质、直径、壁厚等因素,以保证缩径过程的顺利进行和缩径质量的稳定。动力装置为缩管机提供运行所需的能量,常见的动力源有电动机、液压马达等。传动系统则将动力装置产生的动力传递到缩径模具,使其按照预定的运动轨迹和速度对管材进行缩径操作。控制系统则负责对整个设备的运行进行监控和调节,确保设备能够按照预设的参数准确、稳定地工作。河南铝合金缩管机批发价格缩管机常用于管件与接头的压合密封前处理工序。

缩管机作为金属加工领域的基础设备,其行业地位体现在对制造业产业链的支撑作用。从汽车排气管到航空航天液压管路,从工程机械液压油管到建筑五金装饰管,缩管机生产的管材连接件是各类设备正常运行的关键部件。其制造价值不只在于设备本身的技术含量,更在于通过高精度、高效率的加工能力,推动下游了行业的产品升级与成本优化。例如,缩管机实现的无缝管路连接,提升了汽车尾气排放系统的密封性,助力环保标准升级;其轻量化管材加工能力,则为航空航天器减重增效提供了技术保障。缩管机的存在,使金属管材加工从粗放型向精密型转型,成为现代制造业高质量发展的重要推动力。
在精度控制方面,缩管机展现出了优越的性能。它采用了高精度的传感器和先进的控制系统,能够实时监测管材的压缩量、变形程度等关键参数,并根据预设的加工要求进行精确调整。这种高精度的控制能力使得缩管机能够加工出各种复杂形状的管材,满足不同行业对管材精度的严格要求。无论是微小的直径变化还是复杂的形状转换,缩管机都能以极高的精度完成加工任务,确保每一根管材都符合设计要求。这种高精度的加工能力不只提高了产品的质量,还为后续的生产加工提供了便利,降低了后续工序的调整难度和成本。缩管机在实验室设备、分析仪器管路连接中要求高。

缩管机不只是工业生产的工具,更承载着技术创新与工匠精神的文化价值。其发展历程体现了人类对材料塑性变形规律的深入探索,从早期手工敲击缩径到现代液压自动化加工,每一次技术突破都凝聚着工程师的智慧与汗水。在社会层面,缩管机普遍应用于汽车、航空、建筑等领域,为现代工业体系提供关键零部件加工支持,是推动社会经济发展的重要力量。同时,设备制造与使用过程中培养的大量技术工人,通过实践积累形成独特的工艺知识体系,成为工业文化传承的重要载体。未来,随着智能化、绿色化技术的融入,缩管机将继续书写工业文明的新篇章,为人类创造更美好的生活。缩管机在食品机械管路密封接头加工中符合卫生标准。河南铝合金缩管机批发价格
缩管机在物流输送系统气动管路加工中普遍使用。安徽钢管缩管机选择
模具是缩管机的易损件,其磨损状态直接影响加工质量与成本。模具磨损主要分为磨粒磨损、粘着磨损和疲劳磨损三种类型:磨粒磨损由管材表面氧化皮或杂质引起,表现为模具内壁出现细小划痕;粘着磨损发生在高温高压条件下,管材与模具材料发生局部熔焊,剥离时留下凹坑;疲劳磨损则因长期交变应力导致模具表面产生裂纹并扩展。针对不同磨损类型,需采取差异化维护策略:日常使用中,每次加工前用软布擦拭管材表面,去除氧化皮和油污,减少磨粒磨损;定期对模具进行抛光处理,消除粘着磨损产生的凹坑,恢复表面光洁度;当模具出现疲劳裂纹时,需立即停用并更换新模具,避免裂纹扩展导致模具断裂。此外,建立模具使用档案,记录每次加工的管材材质、缩径量、加工时长等参数,为模具寿命评估提供数据支持。安徽钢管缩管机选择
与缩管机相关的文章
深圳微型缩管机厂家电话
- 安徽单工位缩管机生产厂家 2026-06-23
- 安徽钢管缩管机选择 2026-06-23
- 郑州液压缩管机厂家 2026-06-22
- 广州液压缩管机使用方法 2026-06-19
- 张家港微型缩管机供货商 2026-06-19
- 全自动缩管机市场报价 2026-06-16
- 杭州自动缩管机定做 2026-06-15
- 河南不锈钢缩管机操作规程 2026-06-15
- 北京自动缩管机如何选择 2026-06-09
- 郑州钢管缩管机供货商 2026-06-09
- 北京小型缩管机订购 2026-06-08
- 张家港小型缩管机供货商 2026-06-07
与缩管机相关的产品



与缩管机相关的新闻
-
重庆小型缩管机供应商 2026-05-24 01:05:48液压系统作为动力源,由高压泵、控制阀组和液压缸组成,通过油液的循环传递压力,驱动模具完成缩径动作。模具部分是缩管机的关键执行单元,采用模块化设计,可根据管材材质(如碳钢、不锈钢、铜合金)和缩径需求快速更换。模具表面经过淬火处理,硬度可达HRC58-62,既保证耐磨性,又避免过度磨损导致管材表面划伤。...
-
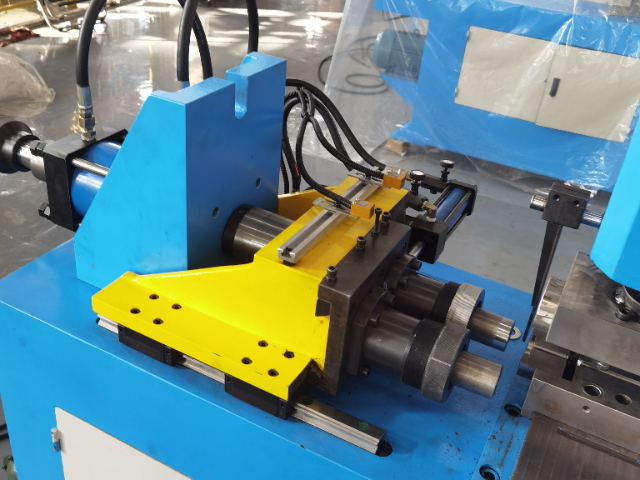
安徽钢管缩管机价钱 2026-05-22 01:05:48缩管机的安全防护设计涵盖机械防护、电气防护与操作规范三大层面。机械防护方面,设备配备防护罩与安全光栅,防止操作人员接触运动部件;模具区域设置紧急停止按钮,可在突发情况下立即停机。电气防护则通过接地保护、漏电保护与过载保护装置,确保设备在异常工况下自动断电,避免触电或火灾风险。操作规范是安全防护的关键...
-
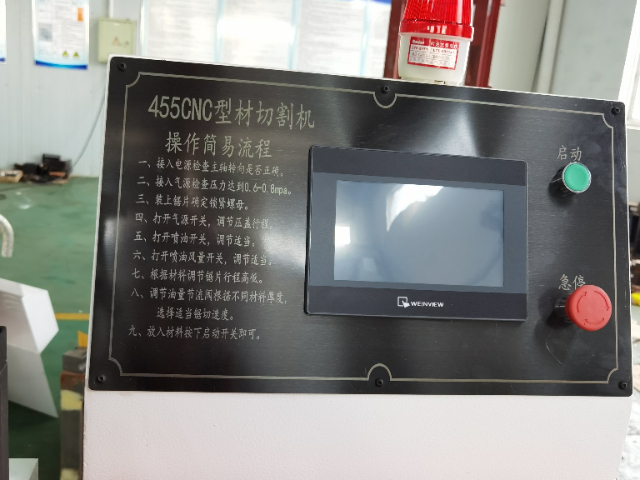
成都不锈钢缩管机厂家供应 2026-05-20 03:06:33缩管机不只是工业生产的工具,也承载着特定的文化价值与工业美学。其设计体现了功能与形式的统一:坚固的机架、流畅的液压管路、精密的模具组件,共同构成一种力量感与秩序感,反映了工业设计对效率与可靠性的追求。在操作界面上,触摸屏与指示灯的布局遵循人体工程学原理,既美观又实用,体现了科技与人文的融合。此外,缩...
-
重庆铝合金缩管机厂家供应 2026-05-18 00:18:12人机工程学改进旨在提升操作舒适性与效率,降低劳动强度。操作界面方面,将传统按钮式控制面板升级为10英寸以上触摸屏,支持手势操作与多语言切换,操作人员可通过滑动、缩放等手势快速调整参数,减少按键操作次数;同时,界面布局遵循F型视觉流程,将常用功能(如启动、急停、参数设置)放置在屏幕左侧,重要信息(如压...
与缩管机相关的问题
与缩管机相关的标签
新闻资讯
产品推荐
-

北京全自动弯管机哪家好
2026-06-21 -

广州两轴全自动弯管机公司
2026-06-20 -

河南棒料切管机品牌
2026-06-20 -
上海自动切铝机批发价格
2026-06-20 -
广州液压缩管机使用方法
2026-06-19 -
张家港微型缩管机供货商
2026-06-19 -

张家港切管机厂家电话
2026-06-19 -

张家港带锯切铝机订购
2026-06-18 -

上海带锯切铝机定做
2026-06-18