- 品牌
- 帝木
- 型号
- 齐全
- 基材
- 无
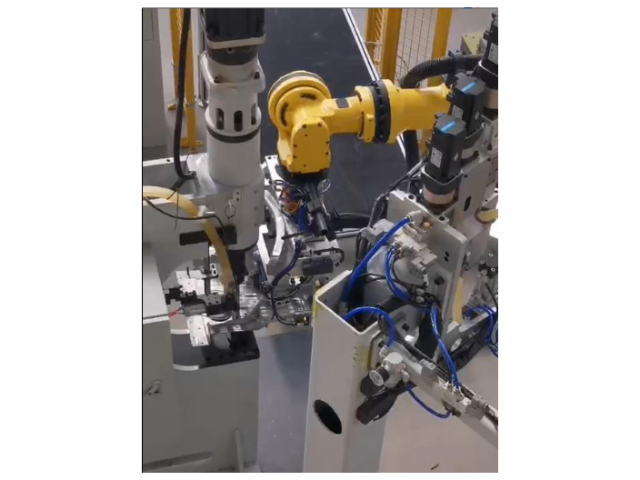
变位机是机器人点焊生产线中不可缺少的辅助设备,它负责将工件翻转到适合焊接的角度。单轴变位机可以实现0至360度的连续旋转,双轴变位机则增加了翻转功能,让机器人可以从多个角度接近焊点。变位机与机器人的协同控制是产线稳定运行的关键。控制器根据焊接程序自动指挥变位机在合适的时机旋转到指定角度,机器人在变位机停止后迅速完成焊接,然后变位机旋转到下一个位置。这种协同让一台机器人能够完成原本需要两到三台机器人才能覆盖的焊接任务,减少了机器人数量,降低了设备投资。高级变位机还具备力矩限制功能,当工件超出允许范围时自动报警,防止因工件装夹不良导致的焊接事故。点焊机器人在大规模生产中表现出色。连云港智能机器人点焊生产线调试

点焊作业会产生较大的噪音,主要来源于电极碰撞工件的声音和气动元件的排气声。机器人点焊生产线通过优化电极运动轨迹和采用伺服加压系统,降低了碰撞噪音。伺服加压替代了传统的气缸加压,消除了气缸排气的噪音源。整线还可以加装隔音罩,将噪音控制在85分贝以下,改善车间的工作环境。相比人工点焊线100分贝以上的噪音水平,机器人点焊线的噪音降低了一个档次。噪音的降低不*保护了工人的听力健康,也让工厂更容易通过环保部门的噪音检测。对于在居民区附近或对工作环境有要求的工厂,低噪音的机器人点焊线是更合适的选择。浙江智能机器人点焊生产线哪家好焊接熔核大小均匀,构件连接牢固,提升成品整体结构的使用可靠程度。

机器人点焊生产线需要与工厂的其他系统进行数据交互,通讯能力是衡量产线集成水平的重要指标。主流的机器人控制器支持Profinet、EtherNet/IP、ModbusTCP等工业通讯协议,可以与PLC、MES、ERP等系统无缝对接。通过OPCUA协议,产线数据可以上传至云端平台,实现远程监控和数据分析。整线的I/O信号通过总线传输,减少了布线数量和接点故障率。与自动上下料系统的集成让工件从入库到焊接完成全程无人化,AGV或输送线将工件送到上料位,机器人完成焊接后,成品自动流转到下一工序。这种高度集成的产线让工厂的物流和信息流更加顺畅,也为后续引入更多自动化设备打下了基础。
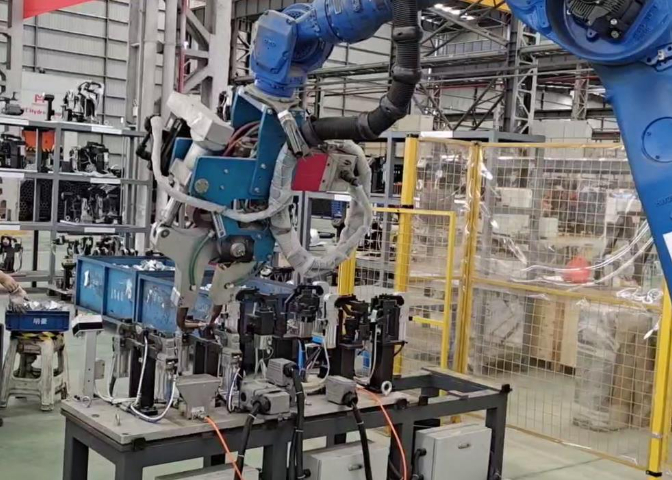
性能方面,产线搭载六轴工业机器人,重复定位精度稳定,运动响应迅速,可实现复杂空间轨迹平稳运行。焊接系统采用中频逆变电源,电流输出平稳,搭配伺服加压机构,电极压力可控,确保每点焊接能量一致。单台机器人焊接节拍可达 2–4 秒 / 点,24 小时连续运行无中断,可满足大规模量产节奏。控制系统具备多轴联动能力,轨迹插补顺滑,焊接过程无明显抖动,焊点成型均匀。该产线优势突出,可减少人工依赖,降低**度作业带来的人力波动风险。焊接过程参数闭环可控,减少人为操作差异导致的质量波动,提升成品一致性。产线集成实时数据采集模块,可记录电流、压力、时间等关键参数,便于生产追溯与工艺优化。设备运行稳定,维护便捷,易损件更换流程简单,日常保养工作量低,长期使用可降低综合运营成本。采用模块化设计,便于生产线的扩展和维护。

点焊过程中会产生大量热量,电极和焊接电缆需要有效的冷却才能保持稳定的工作状态。机器人点焊生产线配备的冷却系统,通常采用循环水冷方式。冷却水的流量和温度由控制器实时调节,确保电极温度始终在允许范围内。当冷却水温度过高或流量不足时,系统会自动降低焊接频率或停机报警,防止因过热导致的焊接质量问题。一些产线还采用油冷方式,冷却效果更好,适用于高频率焊接的场景。冷却系统的稳定运行直接影响电极寿命和焊点质量,因此在选型时需要关注冷却能力是否与焊接频率匹配。良好的冷却设计让机器人点焊线在长时间连续运行时依然保持稳定的焊接性能。自动化生产线的设计考虑了人机协作。智能机器人点焊生产线多少钱
整套产线编程操作简单,上手门槛低,普通工作人员经过培训即可熟练使用。连云港智能机器人点焊生产线调试
机器人点焊生产线采用模块化设计理念,整线由焊接单元、变位单元、控制单元、输送单元等标准模块组成。企业可以根据产能需求灵活配置模块数量,初期可以先建设较小规模的产线,后续根据订单增长逐步扩展。模块化设计也让产线的改造升级更加方便,当产品变更时,只需更换对应的夹具模块和调整焊接程序,不需要对整线进行大改造。备件管理也因模块化而简化,每个模块的易损件都是标准化的,库存管理更加清晰。对于多品种生产的企业,模块化设计让同一条产线能够快速适应不同产品的需求,减少了设备闲置的时间,提高了资产的利用效率。连云港智能机器人点焊生产线调试
- 淮安流水机器人点焊生产线调试 2026-07-13
- 连云港智能工厂机器人点焊生产线供应商 2026-07-13
- 无锡智能机器人点焊生产线调试 2026-07-13
- 南京流水机器人点焊生产线检测 2026-07-13
- 无锡机器人点焊生产线多少钱 2026-07-13
- 连云港智能机器人点焊生产线调试 2026-07-13
- 宿迁流水机器人点焊生产线集成商 2026-07-12
- 盐城机器人点焊生产线哪家好 2026-07-12
- 苏州智能机器人点焊生产线检测 2026-07-12
- 南京智能机器人点焊生产线工作站 2026-07-12
- 南京流水机器人点焊生产线哪家好 2026-07-12
- 智能工厂机器人点焊生产线哪家好 2026-07-12