- 品牌
- 同顺生物
环保压力与技术创新正在深刻改变原料药行业的发展模式。传统化学合成工艺产生的废气、废水及固废问题日益突出,以中国为例,原料药行业产生的VOCs排放占全国工业总排放量的3%以上,成为环保监管的重点领域。在此背景下,绿色化学技术如连续流反应、酶催化合成等开始普遍应用,这些技术不*能减少溶剂使用量50%以上,还能将反应步骤从传统工艺的7-8步缩短至3-4步。生物制造技术的突破更为原料药产业带来巨大变化,通过基因编辑技术改造微生物菌株,可实现复杂手性分子的高效合成,例如生产的抗疾病药原料药,其生产成本较化学合成法降低40%。与此同时,智能制造技术的引入使生产过程实现全流程数字化监控,从原料投放到成品包装的每个环节均可追溯,这种透明化生产模式不*提升了产品质量,也满足了FDA、EMA等监管机构对数据完整性的严格要求。原料药生产过程中能耗管控可降低企业成本,实现绿色生产。贵阳阿维巴坦
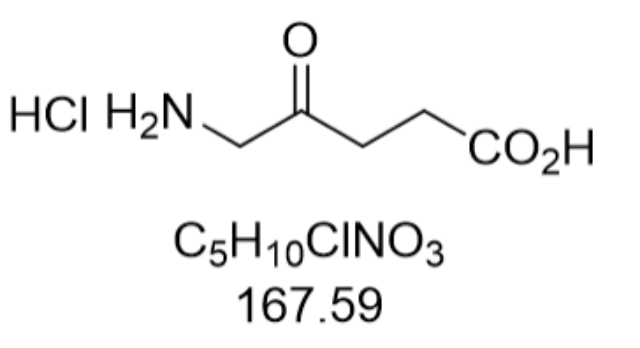
对于肾细胞疾病患者,苏尼替尼通过阻断疾病血管生成,有效减少血液对疾病的营养供应,从而明显抑制疾病的生长和扩散。在胃肠道间质瘤的医治中,苏尼替尼同样表现出色,它通过抑制疾病细胞的凋亡和增殖,阻断了多种信号通路,明显延长了患者的生存期并提高了生活质量。在神经内分泌瘤和肝疾病的医治中,苏尼替尼发挥着重要作用,它通过靶向抑制疾病细胞中的相关受体,减少了疾病细胞的血液供应,抑制了疾病的增殖和扩散。值得注意的是,尽管苏尼替尼在疾病医治中取得了明显成果,但患者在使用过程中仍需特别注意可能出现的副作用,如血压高、手足综合征、恶心、呕吐以及血液相关副作用等,并应在医生的指导下进行个体化的医治。石家庄苯丁酸氮芥原料药的市场需求受全球药品消费增长驱动,持续扩大。
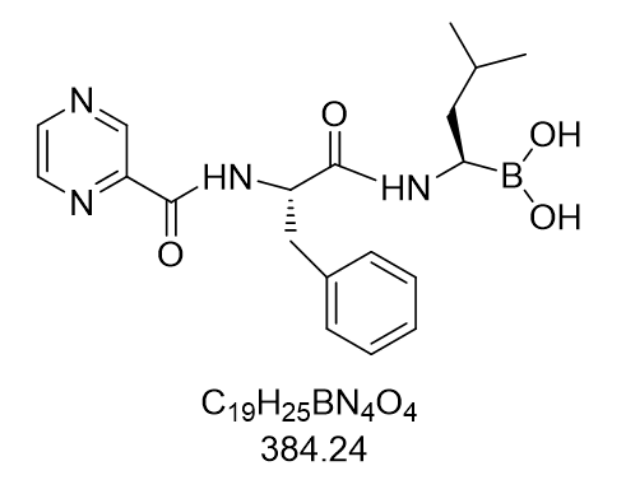
从临床应用性能评估,Ixazomib citrate的口服特性彻底改变了多发性骨髓瘤的医治模式。作为获批的口服蛋白酶体抑制剂,其每周一次的给药的方案明显提高了患者依从性,尤其适合老年或行动不便患者。真实世界研究显示,IRd方案的持续医治率达78%,较硼替佐米方案(42%)提升近一倍。在耐药患者中,Ixazomib仍能保持32%的客观缓解率(ORR),这与其对硼替佐米耐药相关β5亚基突变(如G322A)的交叉抑制作用有关。经济性分析表明,尽管Ixazomib单价较高,但因其减少住院需求(无需静脉给药)和降低严重不良反应发生率,整体医治成本较硼替佐米方案降低18%。此外,该药物已纳入中国医保目录,患者自付比例降至30%以下,明显提升了可及性。未来研究方向包括探索Ixazomib在淀粉样变性、华氏巨球蛋白血症等蛋白酶体过度启动相关疾病中的应用,以及开发纳米晶体等新剂型以进一步提高生物利用度。
苯丁酸氮芥(Chlorambucil),CAS号为305-03-3,是一种具有明显抗疾病活性的有机化合物,其化学式为C14H19Cl2NO2,分子量达到304.212。这种药物主要用于医治慢性淋巴细胞白血病、卵巢疾病以及低度恶性非霍奇金淋巴瘤。它通过引起DNA链的交叉连接,干扰DNA的正常功能,从而达到抑制疾病细胞增殖的目的。值得注意的是,苯丁酸氮芥已被世界卫生组织国际疾病研究机构列为一类致疾病物,这意味着它有明确的致疾病风险。因此,在使用此药物时需严格遵循医嘱,权衡其潜在的医治益处与可能带来的风险。原料药的生产工艺改进需结合市场需求和技术发展。
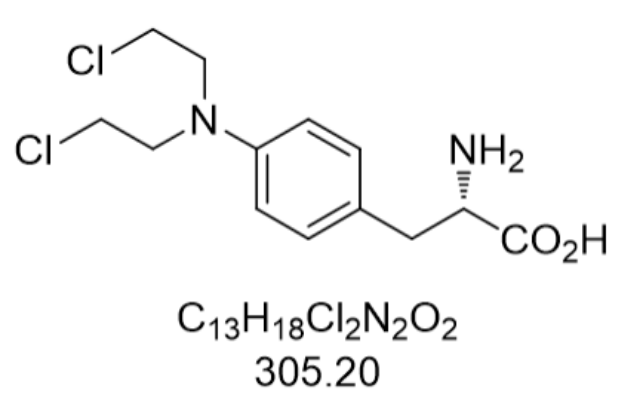
美法仑(Melphalan),CAS号为148-82-3,是一种具有明显抗疾病活性的药物。它作为烷化剂类抗疾病药,主要用于医治多发性骨髓瘤、乳腺疾病、卵巢疾病等多种疾病。美法仑的作用机制在于其能够干扰DNA的合成,从而阻止疾病细胞的生长和扩散。通过作为DNA交联剂,美法仑能引起细胞周期进展延迟,并在体外人类细胞中诱导染色体畸变、姊妹染色单体互换、微核、HPRT基因的突变和DNA损伤。美法仑还展现出一定的免疫调节作用,尽管它主要通过干扰淋巴细胞的活性,降低机体的免疫应答,达到免疫抑制的效果,但在某些情况下,这种免疫抑制特性可以被用于医治自身免疫性疾病或防止移植排斥反应。使用美法仑时需谨慎,因为它可能导致骨髓抑制,引起白细胞减少,患者需在专业医生的指导下使用,并密切监测血液学参数。特色原料药成为企业竞争新焦点。贵阳阿维巴坦
原料药的生产工艺需不断改进,以适应新的法规要求。贵阳阿维巴坦
原料药的功能还体现在其对特定靶点的选择性作用上,这是现代精确医疗的基础。通过深入研究疾病的发病机制,科研人员能够设计出针对特定受体、酶或信号通路的原料药,实现精确干预,减少副作用,提高医治效果。这种高度特异性的功能要求原料药在合成过程中具备高度的化学精确性和立体选择性。同时,随着生物技术的飞速发展,越来越多的生物原料药被开发出来,它们在医治疾病、自身免疫性疾病等方面展现出巨大潜力。这些原料药的功能不*拓展了药物的医治范围,也为患者提供了更多个性化医治的选择。因此,原料药功能的不断优化与创新,是推动医药科学进步、提升人类健康水平的重要动力。贵阳阿维巴坦
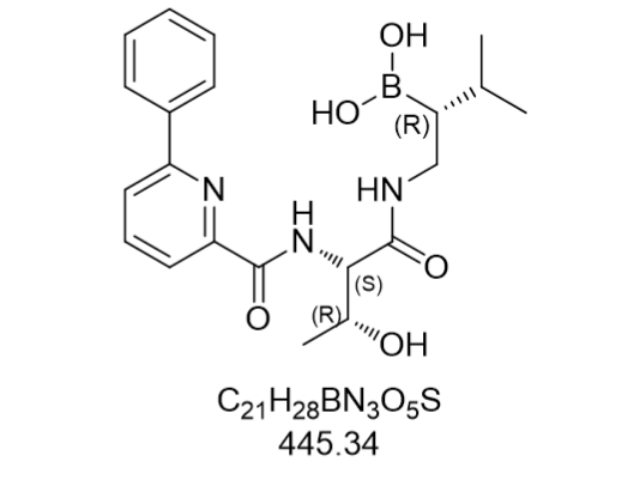
艾沙佐咪(Ixazomib citrate),其CAS号为1239908-20-3,是一种具备高度选择性的蛋白酶体缓聚剂,在医药领域具有明显的作用。艾沙佐咪是20S蛋白酶体胰凝乳蛋白酶样蛋白水解β5位点的可逆抑制剂,能够通过抑制多发性骨髓瘤细胞的酶活性来阻止疾病细胞的生长和存活。具体而言,艾沙佐咪可以在体外诱导多发性骨髓瘤细胞系的凋亡,并且主要通过半胱天冬酶途径诱导细胞凋亡,这一过程需要启动caspase8和caspase9。艾沙佐咪还能增加促凋亡蛋白的水平,并下调控制MOMP的抗凋亡蛋白,从而进一步促进疾病细胞的死亡。多肽类原料药市场增速达15%,GLP-1受体激动剂需求激增是主因。长沙硼替...
- 苯丁酸氮芥制造商 2026-05-21
- 青海沙库比曲缬沙坦钠 2026-05-21
- 宁夏硼替佐米 2026-05-20
- 石家庄沙库比曲缬沙坦钠 2026-05-19
- 贵阳阿维巴坦 2026-05-16
- 呼和浩特硼替佐米 2026-05-15

- 西宁2 06-07
- 辽宁二碘-N-乙酰基酪氨酸乙酯 06-07
- 呼和浩特二氢(神经)鞘氨醇 06-07
- 兰州2-氨基乙基磺酰胺 06-07
- 福莫特罗中间体3-硝基-4-苄氧基-2-溴代苯乙酮求购 06-07
- 天津N-Boc-1-氨基环丁烷羧酸 06-06
- 山西腔肠素 06-06
- 甘肃硫代吗啉-1 06-06
- 贵州紫杉醇侧链中间体(3R 06-06
- 江苏4 06-06