- 品牌
- 爱力德
- 型号
- 齐全
淬火:1、定义:将钢加热到临界温度以上,保温一定时间使其奥氏体化,以大于临界冷却速度进行冷却的工艺。2、淬火目的:提高硬度和耐磨性:刀具、量具、磨具;提高其强韧性:轴类、杆件、销、受力件;提高弹性:各类弹簧;提高耐蚀和耐热性:耐热钢和不锈钢。3、淬火分类,按加热温度:完全淬火、不完全淬火、循环加热淬火,按加热介质及热源条件:盐浴加热淬火、火焰加热淬火、感应加热淬火、高频脉冲淬火、接触电加热淬火等;按淬火部位:整体淬火、局部淬火、表面淬火等;按冷却方式:单液淬火、双液淬火、分级淬火、等温淬火、预冷淬火等。不锈钢圆棒热处理和淬火的注意事项,在进行不锈钢圆棒的热处理和淬火时。安徽感应加热热处理条件

回火的作用在于:① 提高组织稳定性,使工件在使用过程中不再发生组织转变,从而使工件几何尺寸和性能保持稳定。② 消除内应力,以便改善工件的使用性能并稳定工件几何尺寸。③ 调整钢铁的力学性能以满足使用要求。回火之所以具有这些作用,是因为温度升高时,原子活动能力增强,钢铁中的铁、碳和其他合金元素的原子可以较快地进行扩散,实现原子的重新排列组合,从而使不稳定的不平衡组织逐步转变为稳定的平衡组织。内应力的消除还与温度升高时金属强度降低有关。一般钢铁回火时,硬度和强度下降,塑性提高。浙江形变热处理厂家水冷淬火可以快速降低不锈钢的温度,提高其硬度。

不同淬火温度下的内部组织,在完全淬火时,钢的淬火组织主要是由马氏体组成,在不完全淬火时亚共析钢得到马氏体和铁素体组成的组织,当奥氏体中含碳质量分数大于0.5%时,淬火组织为马氏体和残余奥氏体。过共析钢得到马氏体和渗碳体的组织。亚共析钢用不完全淬火是不正常的,因为这样不能达到较高硬度。而过共析钢采用不完全淬火则是正常的,这样可使钢获得较高的硬度和耐磨性。在适宜的加热温度下,淬火后得到的马氏体呈细小的针状;若加热温度过高,其形成粗针状马氏体,使材料变脆甚至可能在钢中出现裂纹。
内应力主要是通过工件在保温和缓冷过程中自然消除的。为了使工件内应力消除得更彻底,在加热时应控制加热温度。一般是低温进炉,然后以100℃/h左右得加热速度加热到规定温度。焊接件得加热温度应略高于600℃。保温时间视情况而定,通常为2~4h。铸件去应力退火的保温时间取上限,冷却速度控制在(20~50)℃/h,冷至300℃以下才能出炉空冷。时效处理可分为自然时效和人工时效两种自然时效是将铸件置于露天场地半年以上,便其缓缓地发生,从而使残余应力消除或减少,人工时效是将铸件加热到550~650℃进行去应力退火,它比自然时效节省时间,残余应力去除较为彻底。含碳量低于0.5%的低碳钢和低合金钢,为避免硬度过低切削时粘刀,而采用正火适当提高硬度。

常用的退火工艺有:① 等温退火。用以降低某些镍、铬含量较高的合金结构钢的高硬度,以进行切削加工。一般先以较快速度冷却到奥氏体较不稳定的温度,保温适当时间,奥氏体转变为托氏体或索氏体,硬度即可降低。② 再结晶退火。用以消除金属线材、薄板在冷拔、冷轧过程中的硬化现象(硬度升高、塑性下降)。加热温度一般为钢开始形成奥氏体的温度以下50~150℃,只有这样才能消除加工硬化效应使金属软化。③ 石墨化退火。用以使含有大量渗碳体的铸铁变成塑性良好的可锻铸铁。工艺操作是将铸件加热到950℃左右,保温一定时间后适当冷却,使渗碳体分解形成团絮状石墨。淬火目的:提高耐蚀和耐热性:耐热钢和不锈钢。安徽不锈钢热处理工艺
冷却速度是钢在淬火过程中较主要的因素,它直接影响淬火产物和性能。安徽感应加热热处理条件
感应热处理和离子氮化热处理技术,感应热处理以高效、节能、清洁、灵活性等优势应用于汽车工业、工程机械、石油化工等行业。近40%的汽车零部件可采用感应热处理,如曲轴、齿轮、万向节、半轴等。采用感应加热,许多产品加工可建成全自动或半自动生产线,提高产品质量的稳定性,减轻劳动强度及美化工作环境。国内发展迅速的是感应加热电源,老式的电子震荡管已完成了其历史使命,取而代之的是全晶体管。采用微机控制晶体管调节电源,调节稳定方便、精度高,对电网谐波的干扰减少。安徽感应加热热处理条件

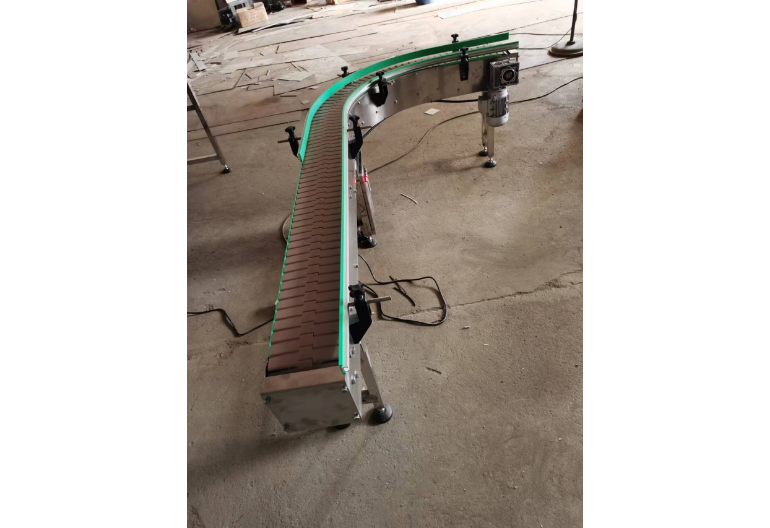
链板输送机相较螺旋输送机没有那么复杂的结构。主要是链板的材质和间距、链板的宽度以及转弯的宽度来决定其质量的好坏。常见的链板的材质有POM材质和不锈钢及不锈铁3种,转弯形式有带翼转弯和磁性转弯2种。链板宽度也是应业主的不同需要来调节。目前国家统一标准有63.5、82.5、114.3、152.4等要求。国标也对转弯链板的宽度有具体的规定。链板输送机在使用中链板的连接点是其薄弱环节,这也成了区分链板输送机质量好坏的一个标准。它在实际应用中会因为受力不均、卡链、韧性差等原因造成链条磨损、断裂、拉开。进而造成整个链板输送机的损坏。因而我们在实际使用中要注意链板输送机的日常维护。日常固定用水清洗链板、及时...
- 镇江工业链板输送机 2023-09-13
- 山东皮带输送机厂商 2023-08-21
- 黑龙江重型链板输送机厂家 2023-08-21
- 南通皮带输送机厂家哪里好 2023-08-21
- 常州多列链板输送机 2023-08-21
- 天津皮带输送机报价 2023-08-21
- 石家庄链板输送机销售厂家 2023-05-06
- 绍兴链板输送机定制 2023-05-06
- 银川重型链板输送机价格 2023-05-06
- 链板式输送设备供应价格 2023-05-06


- 广州链板输送机厂家 2023-05-05
- 重型链板输送机生产商 2023-05-05
- 郑州链板输送机供应商 2023-05-04
- 济南重型链板输送机 2023-05-04
- 西藏链板输送机技术指导 2023-05-04
- 武汉转弯式链板输送机 2023-05-04




- 常州多列链板输送机 08-21
- 天津皮带输送机报价 08-21
- 石家庄链板输送机销售厂家 05-06
- 绍兴链板输送机定制 05-06
- 银川重型链板输送机价格 05-06
- 链板式输送设备供应价格 05-06
- 湖北可移动链板输送机 05-05
- 山西链板输送机供应 05-05
- 绍兴弯道链板输送机 05-05
- 贵州塑料链板输送机厂家 05-05