- 品牌
- ALD,爱力德
- 型号
- 齐全
真空渗碳技术作为一种清洁热处理技术得到推广应用,成为有潜力、可替代可控气体渗碳的有效方法,有良好的发展前景。积极推广真空渗碳高压气淬技术及装备,有利于促进我国机械制造及环保事业的发展,对努力构建高效、清洁、低碳、循环的绿色制造体系具有重要意义。我们相信,随着低压真空渗碳应用领域的推开,低压真空渗碳和可控气氛渗碳相比,无论是在工件渗碳后的组织和性能、工艺的灵活性、生产成本和环境保护等方面都有着无法比拟的优势,必将会有广阔的应用前景和长足的发展。渗碳淬火后,工件表面产生压缩内应力,对提高工件的疲劳强度有利。江苏低压渗碳工艺

真空渗碳技术又称低压渗碳技术,是在低压(一般压力为0-30 mbar)真空状态下,采用脉冲方式,向高温炉内通入渗碳介质——高纯乙炔进行快速渗碳的过程。应用。真空渗碳主要应用于汽车变速箱齿轮及柴油喷嘴相等主要零部件的渗碳处理(如发动机,减速箱等)。真空渗碳的优势:1.克服传统气氛热渗碳无法解决的盲孔渗碳问题。2.避免内氧化问题 。3 真空渗碳的工艺温度达1700摄氏度。4 缩短工艺时间。5.真空渗碳技术与高压气冷淬火结合后减小畸变。6.提升微观结构性质、部件硬度等方面效果。 7. 解决渗碳过程中工件表面的晶间氧化、合金元素贫化等问题。 8. 真空渗碳与气体淬火相结合,通过对淬火过程中冷却速度的控制,提升产品处理质量。 9. 真空渗碳的废气排放量小,能耗低。 苏州乙烯低压渗碳工艺真空渗碳具体的选择根据需处理的零件的类别、形状特点以及渗碳层深度来确定。

低压渗碳工艺设备:(1)低压渗碳装置可装备到各种标准的真空炉上例如:可在卧式VGQ系列高压高流率气冷真空炉、立式底装料的VGOV系列高压高流率气冷真空炉上、VGQ2系列双室高压高流率气冷真空炉、VO02系列双室油淬加压气冷真空炉等炉型上装备低压碳装置。(2)连续式低压渗碳炉,可完结与机加工设备进行同步生产通过多年的实际证明,与传统的连续式渗碳生产线比较较,连续式规划的低压渗碳炉具有许多的长处,特别合适于对生产率有较高要求的轿车领域。
中国热处理行业“十三五”规划中,明确把“真空热处理”列为先进技术成果转移和推广重点内容的一项工作,其中突出肯定了真空渗碳设备和工艺技术是国际“真空热处理”的前沿技术,是真空热处理发展的主要方向。在降低成本并提高生产率方面:成本的降低和生产率的提高取决于少的气氛消耗、短的渗碳时间、设备维护简单方便、设备利用率高等。与可控气氛渗碳相比,低压真空渗碳的生产成本可大幅度的降低H设备利用率大幅度提高、如法国雷诺汽车公司以卧式的连续式低乐真空渗碳炉与推盘式可控气氛连续炉比较,可节约生产成本23%,设备利用率达 96%。渗碳后需进行机械加工的工件,硬度不应高于30HRC。

扩散,随着渗碳温度的提高、碳的传输较增加,进入工件的扩散速度也加快。当渗碳温度从910℃提高到980℃时,碳的扩散系数增加一倍,同时渗碳温度增高伴有钢的品粒明显粗化。Schuler用标准细品粒的稳定圆棒进行了详细的试验,结果表明,如果钢中铝和氮的含量足够高,渗碳温度980℃下渗碳深度一般能达到1.5mm。如果由于渗碳参数导致材料品粒粗化,那么在等温退火之后接着进行奥氏体化,使品粒细化。渗碳结果,14NiCr14钢渗碳深度表面含碳量与渗碳扩散时间的关系。和传统工艺相比,现代的低压渗碳可以在3x10?pa以下的压力范围内进行,一方面,基本上防止了炭黑的形成;另一方面,即使炉料装得紧,也能有非常均匀的处理结果。在真空中加热,不存在其他异常渗碳气体,因此不会产生氧化问题。浙江金属低压渗碳市价
如可控气氛渗碳无法解决表面内氧化、高温渗碳层及深层渗碳的问题,气体渗碳也难以对零件进行渗碳等。江苏低压渗碳工艺
淬火,采用稳定的细品粒钢,同时渗碳时间足够短,那么扩散期后就可以直接淬火。为减少残余奥氏体含量以及改善变形行为,在快速冷却之前,批较处理的温度通常要与奥氏体化温度一致。在6x10PaN,中淬火,壁厚为30mm的渗碳钢表面层淬成马氏体。如用H2做冷却气体扩大了气淬的应用范围尤其是冷却气体压力高达2x10'pa时更为明显。标准的低压渗碳工艺周期如下:①在700℃以平稳的逐步对流加热,减少变形;②平稳加热到930℃;③随着碳质量流密度的增加、脉冲渗碳达到2x10’pa丙烷,从而减少渗碳时间,并使表面的深度、孔、不通孔以及齿轮均匀化;4)扩散周期是为了减少表面碳含量;⑤为了减少变形降低淬火温度;6均匀化和奥氏体化;⑦氮气压力为1.5x106Pa(或2x10'pa的氢或氮)的高压气,减少变形。江苏低压渗碳工艺

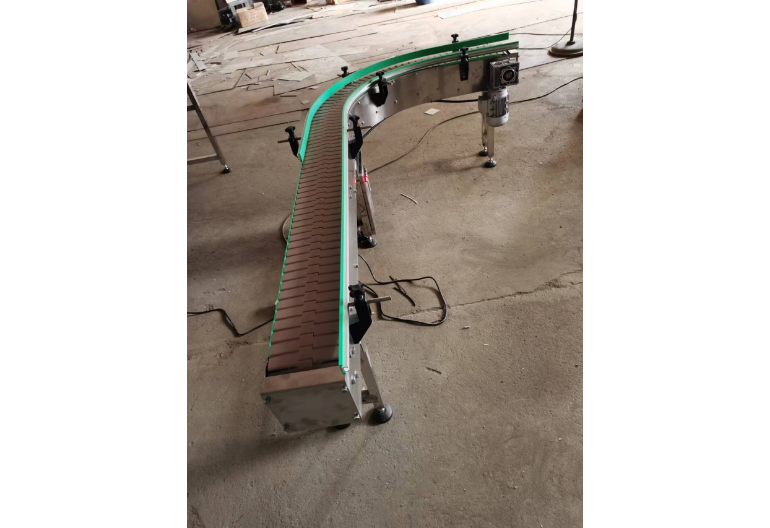
链板输送机相较螺旋输送机没有那么复杂的结构。主要是链板的材质和间距、链板的宽度以及转弯的宽度来决定其质量的好坏。常见的链板的材质有POM材质和不锈钢及不锈铁3种,转弯形式有带翼转弯和磁性转弯2种。链板宽度也是应业主的不同需要来调节。目前国家统一标准有63.5、82.5、114.3、152.4等要求。国标也对转弯链板的宽度有具体的规定。链板输送机在使用中链板的连接点是其薄弱环节,这也成了区分链板输送机质量好坏的一个标准。它在实际应用中会因为受力不均、卡链、韧性差等原因造成链条磨损、断裂、拉开。进而造成整个链板输送机的损坏。因而我们在实际使用中要注意链板输送机的日常维护。日常固定用水清洗链板、及时...
- 镇江工业链板输送机 2023-09-13
- 山东皮带输送机厂商 2023-08-21
- 黑龙江重型链板输送机厂家 2023-08-21
- 南通皮带输送机厂家哪里好 2023-08-21
- 常州多列链板输送机 2023-08-21
- 天津皮带输送机报价 2023-08-21
- 石家庄链板输送机销售厂家 2023-05-06
- 绍兴链板输送机定制 2023-05-06
- 银川重型链板输送机价格 2023-05-06
- 链板式输送设备供应价格 2023-05-06


- 广州链板输送机厂家 2023-05-05
- 重型链板输送机生产商 2023-05-05
- 郑州链板输送机供应商 2023-05-04
- 济南重型链板输送机 2023-05-04
- 西藏链板输送机技术指导 2023-05-04
- 武汉转弯式链板输送机 2023-05-04




- 常州多列链板输送机 08-21
- 天津皮带输送机报价 08-21
- 石家庄链板输送机销售厂家 05-06
- 绍兴链板输送机定制 05-06
- 银川重型链板输送机价格 05-06
- 链板式输送设备供应价格 05-06
- 湖北可移动链板输送机 05-05
- 山西链板输送机供应 05-05
- 绍兴弯道链板输送机 05-05
- 贵州塑料链板输送机厂家 05-05