- 品牌
- 万胜紧固件,万胜非标件
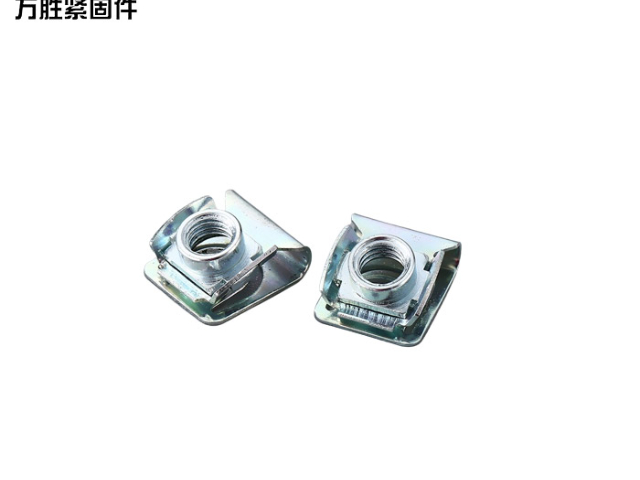
- 型号
- M3~M8
- 材质
- 65Mn
夹片螺母的定制时间通常在4-8周左右,具体取决于需求的复杂程度、模具制作难度以及生产数量等因素,以下是具体介绍:需求沟通阶段:客户与加工厂家进行深入沟通,明确夹片螺母的具体要求,包括材料、尺寸、形状、功能等,这一过程可能需要几天到一周的时间,具体取决于客户需求的复杂程度和加工厂的响应速度。设计阶段:在确认需求后,设计团队会根据客户要求进行夹片螺母的设计,通常需要1-2周的时间。设计师会利用软件进行建模,并生成相关的技术图纸,设计的精确度直接影响到后续的加工效果。模具制作阶段:对于需要批量生产的夹片螺母,可能需要制作模具,这一过程一般需要2-4周的时间。模具的质量和制作时间将直接影响到后续的生产周期。 夹片螺母,就选温州万胜紧固件有限公司,用户的信赖之选,欢迎新老客户来我司。青海夹片螺母功能

加工阶段:模具制作完成后,便进入实际的加工阶段。根据夹片螺母的复杂程度和数量,加工时间可能从几天到几周不等。高科技设备的使用能够提高加工效率,但对于特别复杂的零件,可能需要更多的时间来完成。质量检测阶段:加工完成后,所有的夹片螺母都需要经过严格的质量检测,以确保其符合客户的要求和行业标准,这一阶段通常需要1-3天的时间,具体时间依据零件的数量和检测标准而定。交付阶段:经过质量检测的夹片螺母将被包装并运送给客户,交付时间取决于运输方式和距离,一般来说,国内运输需要1-3天的时间。 四川夹片螺母工厂直销夹片螺母,就选温州万胜紧固件有限公司,欢迎您来我司。
夹片弹性处理夹片的弹性是夹片螺母实现可靠紧固的关键因素之一,因此需要对夹片进行特殊的弹性处理。碳钢夹片:碳钢夹片通常采用淬火和低温回火的热处理工艺。淬火温度一般在830-860℃,通过加热和冷却,使夹片获得较高的硬度和强度。随后进行低温回火,回火温度在180-220℃,以消淬火应力,提高夹片的韧性和弹性,使其硬度达到HRC40-45。经过这样的处理,夹片在反复开合后仍能保持良好的弹性,无长久变形。不锈钢夹片:不锈钢夹片一般采用固溶处理工艺,对于304不锈钢,固溶温度在1050-1100℃。固溶处理能使不锈钢中的合金元素充分溶解在基体中,去除加工过程中产生的应力,其良好的塑性和韧性,保持夹片的弹性。在处理后,夹片的变形量应≤,以确保其在长期使用中的可靠性。夹片末端的防滑齿对于增强夹片与被连接材料之间的摩擦力至关重要。防滑齿需尖锐且无毛刺,齿高≥,以防止夹片在使用过程中打滑,保证连接的稳定性。
结合夹片场景的实际应用:如何优先选择?在实际选择夹片材质时,无需追求“弹性和强度”,而是根据场景需求“优先保证弹性的性能”,具体可分为3类情况:优先保弹性的场景:应用:室内轻载夹片(如配电柜接线端子夹片)、需频繁拆卸的夹片(如家具组装);需求:夹片需反复形变且不松动,对冲击强度要求低;材质选择:优先选弹性极限高的材质,如65Mn(中温回火)、301不锈钢(轻度冷加工)。优先保强度的场景:应用:户外重载夹片(如建筑支架夹片)、受冲击/振动的夹片(如汽车底盘附件);需求:夹片需承受较大负载或冲击,避免断裂;材质选择:优先选屈服强度和抗拉强度高的材质,如316不锈钢(冷加工硬化)、60Si2Mn(强度弹簧钢,比65Mn强度高20%)。弹性与强度需平衡的场景:应用:光伏支架夹片(户外、振动、长期负载)、海洋设备夹片(腐蚀+冲击);需求:既需长期保持夹紧力(弹性),又需抵抗海风/振动冲击(强度);材质选择:选“弹性极限与屈服强度差距小”的材质,如304不锈钢(经优化热处理)、316L不锈钢(兼顾耐腐与力学平衡)。 夹片螺母,就选温州万胜紧固件有限公司,有需求来电咨询。

材料兼容性:可匹配多种材质,适应不同环境需求夹片螺母的“螺母体”和“夹片”可分别选择不同材质,兼顾性能与成本,适应不同环境:耐腐蚀场景:螺母体用304/316不锈钢,夹片用不锈钢弹簧钢,适用于户外、潮湿或化工环境(如海洋工程设备);低成本场景:螺母体用碳钢(镀锌处理),夹片用普通弹簧钢,适用于干燥室内的普通机械连接(如货架、配电柜);高温场景:螺母体用耐热钢(310S),夹片用高温弹性合金,适用于锅炉、窑炉等高温设备连接;优势:可根据环境需求“拆分选材”,避免整体使用**材料导致成本过高。 夹片螺母,就选温州万胜紧固件有限公司,用户的信赖之选,欢迎来到我司咨询。吉林夹片螺母哪里有
温州万胜紧固件有公司致力于提供夹片螺母,欢迎您的到来。青海夹片螺母功能
生产过程:全环节工艺管控生产环节是质量落地的中心,需对关键工序进行监督或要求厂家提供过程记录:模具质量管控(批量定制必备)若需开模生产(如冲压夹片、注塑非金属夹片),需验证模具精度:模具材质(如选用Cr12MoV模具钢,确保耐磨性)、加工精度(如模具型腔公差≤±);首件试模:要求厂家提供“首件检测报告”,确认试模产品的尺寸、形状是否符合设计图纸,避免批量生产后返工。加工工艺标准化不同加工方式需明确工艺参数,避免人为误差:金属加工(如CNC铣削):明确切削速度、进给量(如不锈钢铣削速度80-120m/min),防止因加工参数不当导致表面粗糙或尺寸超差;热处理(如淬火、退火):若需提升强度,需明确热处理温度(如45#钢淬火温度840-860℃)与保温时间,避免硬度不足或变形。青海夹片螺母功能
- 比较好的夹片螺母哪里有 2025-12-06
- 青海夹片螺母功能 2025-12-04
- 安徽有哪些夹片螺母 2025-12-03
- 哪里有夹片螺母价格合理 2025-12-03
- 广东有哪些夹片螺母 2025-12-03
- 贵州夹片螺母功能 2025-12-02
- 河北夹片螺母定制 2025-12-02
- 湖北比较好的夹片螺母 2025-12-02
- 江苏夹片螺母批发 2025-12-02
- 不锈钢夹片螺母售后服务 2025-12-02
- 上海夹片螺母有哪些 2025-12-02
- 实用夹片螺母公司 2025-12-02


