- 品牌
- 德瑞仪器
- 型号
- 智能数据采集前端
- 结构型式
- 分立式,台式,手持式,便携式,组合式
电磁阀控制箱:以下是详细介绍:组成部分电磁阀:是控制箱的执行元件,负责控制流体的通断。驱动电路:为电磁阀提供适当的电流和电压,驱动其开关动作。控制电路:接收外部信号,如来自 PLC、传感器或其他控制设备的信号,进而控制电磁阀的开关。电源:为整个控制箱提供电能,确保各部件正常工作。工作原理基于电磁感应原理,当控制电路向电磁阀驱动电路提供电流时,驱动电路产生磁场,使电磁阀的阀芯受到吸引力,阀芯与阀座接触,流体通路打开;当控制电路停止提供电流时,磁场消失,阀芯失去吸引力,流体通路关闭,从而实现对流体流向或流量的控制。德瑞仪器电磁阀控制箱搭载 AI 算法,能自动适配复杂多变的工业生产场景。枣庄化工电磁阀控制箱

如何选择适合特定应用场景的调节型电磁阀控制箱?匹配控制箱的**硬件配置(保障性能)硬件是精度和稳定性的关键,需重点关注与控制需求直接相关的**组件。控制单元选择:简单场景(如单一路径流量调节):可选带内置 PID 的单片机控制单元,成本低、操作简便。复杂场景(如多电磁阀联动、需对接上位机):需选择搭载 PLC 的控制箱,支持编程扩展,可接入 Modbus 等通信协议(如工业生产线上的多参数协同控制)。反馈模块适配:根据被控参数选择对应的传感器接口。例如,控制流量需预留流量传感器接口(如脉冲型、模拟量型),控制温度需兼容热电偶 / 热电阻接口,且接口类型(如 RS485、模拟量输入)需与传感器一致。输出驱动能力:确认控制箱的输出电流 / 电压范围能否驱动目标电磁阀。例如,大功率比例电磁阀需控制箱具备≥5A 的输出电流,避免因驱动不足导致电磁阀开度调节不准。无锡电磁阀控制箱作用山东德瑞仪器电磁阀控制箱采用仿生神经传导技术,信号传输延迟缩至毫秒级。

电磁阀控制箱主要用于集中控制多个电磁阀,实现自动化开关、调节或时序控制,**场景集中在需要精细、高效管理流体(液体、气体)通断的工业与民生领域。农业与灌溉领域实现农业灌溉的智能化,提升水资源利用效率。自动化灌溉控制:在温室大棚、大田滴灌 / 喷灌系统中,控制箱按时间(如早晚)或土壤湿度传感器信号,控制不同区域的电磁阀开关,实现按需灌溉,避免大水漫灌。水肥一体化控制:与施肥机联动,控制箱通过电磁阀精细调节水和肥料的混合比例与输送时间,确保作物养分供应均匀。
天然气处理:精细控制气体分离,提升产品纯度天然气处理厂的**流程是将开采的天然气中的甲烷、乙烷、丙烷等成分分离,生产出不同纯度的天然气与液化石油气(LPG),这一过程需要电磁阀控制箱对多个分离单元的阀门进行协同控制。在天然气脱水环节,天然气需经过分子筛吸附塔去除水分,吸附塔的切换(吸附 - 再生)过程由控制箱全程调控:当 A 塔吸附饱和后,控制箱会先关闭 A 塔的进气电磁阀与出气电磁阀,再开启泄压电磁阀,将 A 塔内的压力降至常压;随后开启再生电磁阀,向 A 塔内通入高温氮气(200-250℃),对分子筛进行再生;同时,控制箱会开启 B 塔的进气与出气电磁阀,确保天然气处理不中断。整个切换过程需在 3-5 分钟内完成,控制箱的时序控制精度需达到 ±1 秒,避免因切换延迟导致天然气泄漏或脱水效果下降。电磁阀控制箱出厂前通断测试每路不少于3次,指示灯与端子电压记录存档备查。
在印染厂的染色环节,电磁阀控制箱的应用更为复杂。以纯棉织物的活性染色为例,染色过程需经历升温、保温、降温、水洗等多个阶段,每个阶段的染液温度、pH 值、流量均需精细控制。控制箱会接收来自染缸内温度传感器与 pH 传感器的信号,实时调节蒸汽电磁阀与酸碱添加电磁阀:升温阶段,开启蒸汽电磁阀,将染液温度从室温升至 60-80℃,升温速度控制在 2℃/ 分钟,避免升温过快导致织物染色不均;保温阶段,关闭蒸汽电磁阀,通过恒温控制模块维持温度稳定,同时根据 pH 值变化,开启酸液或碱液电磁阀,将染液 pH 值控制在 6-7 之间,确保染料充分上染;降温阶段,开启冷水电磁阀,将染液温度降至 40℃以下,再进入水洗工序。此外,控制箱还会与织物输送系统联动,根据织物的长度与染色速度,调节染液的循环电磁阀,确保每一段织物都能与染液充分接触,避免出现色差。通过这种全流程自动化控制,印染织物的色差等级可稳定在 4 级以上(比较高 5 级),远超人工控制的 3 级水平,同时减少了染料与水的浪费,降低了生产成本。控制箱支持MODBUS通信协议,便于组态软件数据采集。上海水箱电磁阀控制箱
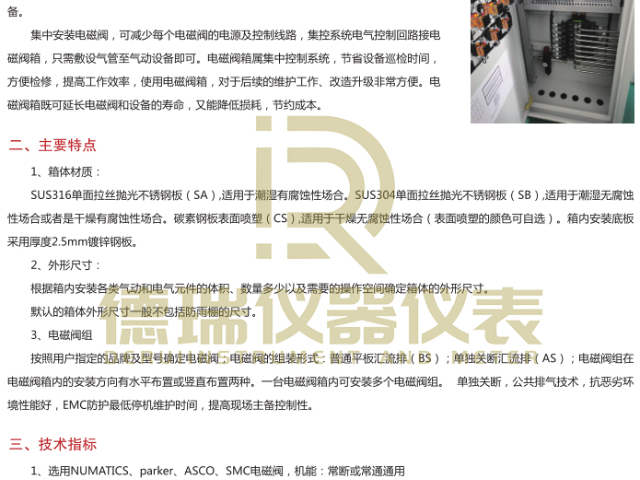
电磁阀控制箱采用工业级钣金外壳,防护等级达到IP54,适应车间环境使用。枣庄化工电磁阀控制箱
在铝型材挤压生产中,电磁阀控制箱则负责调控挤压机的液压系统。挤压机通过液压油缸推动挤压杆,将加热后的铝棒挤压成所需的型材形状,这一过程中,液压压力与速度的控制直接影响型材的成型质量。当铝棒加热至 500-550℃后,控制箱会指令液压电磁阀开启,向油缸供油,推动挤压杆前进;同时,控制箱会根据挤压模具的尺寸(如型材的壁厚、宽度)调节供油压力:对于薄壁型材,压力控制在 20-25MPa,避免压力过大导致型材变形;对于厚壁型材,压力提升至 25-30MPa,确保铝棒充分填充模具。此外,在挤压完成后的脱模环节,控制箱会控制电磁阀切换油路,驱动挤压杆后退,同时开启顶出电磁阀,将成型后的型材顶出模具。通过电磁阀控制箱的精细调控,铝型材的尺寸误差可控制在 ±0.1mm 以内,且生产效率可提升至每小时 15-20 根,满足大规模订单需求。枣庄化工电磁阀控制箱
- 济宁煤矿电磁阀控制箱 2025-12-10
- 洛阳电磁阀控制箱销售 2025-12-10
- 湖北电磁阀控制箱 2025-12-09
- 江苏电磁阀控制箱维修 2025-12-09
- 河南电磁阀控制箱厂商 2025-12-09
- 杭州电磁阀控制箱维修 2025-12-09
- 湖州电磁阀控制箱销售 2025-12-09
- 蚌埠电磁阀控制箱价格 2025-12-08