- 品牌
- Microhesion
- 型号
- AnSn TLP
- 是否定制
- 是
影响焊片固化质量的因素众多。加热速率对固化过程有着有效影响。当加热速率过快时,焊片内部温度梯度较大,可能导致局部过热或固化不均匀,使焊片性能下降。而加热速率过慢,则会延长生产周期,降低生产效率。保温时间同样关键,保温时间不足,焊片无法充分固化,接头强度和可靠性难以保证;保温时间过长,不*浪费能源,还可能导致晶粒过度长大,降低焊片的力学性能。此外,焊片的初始成分和微观结构也会影响固化质量。若焊片中存在杂质或成分偏析,会阻碍原子扩散,影响固化过程的均匀性,进而降低焊片的性能。扩散焊片增强功率模块性能。化工扩散焊片(焊锡片)价格优惠
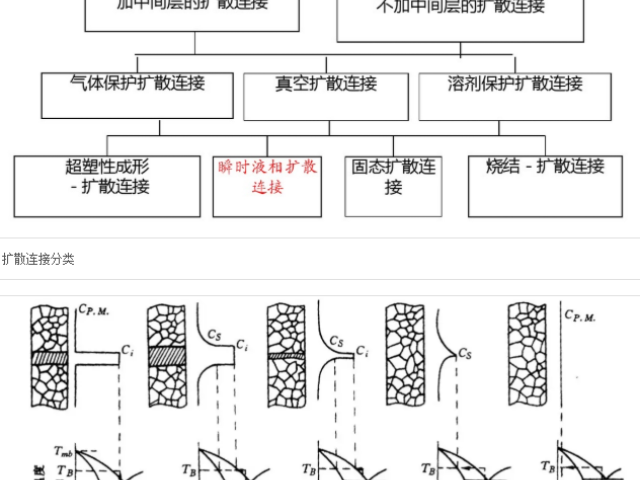
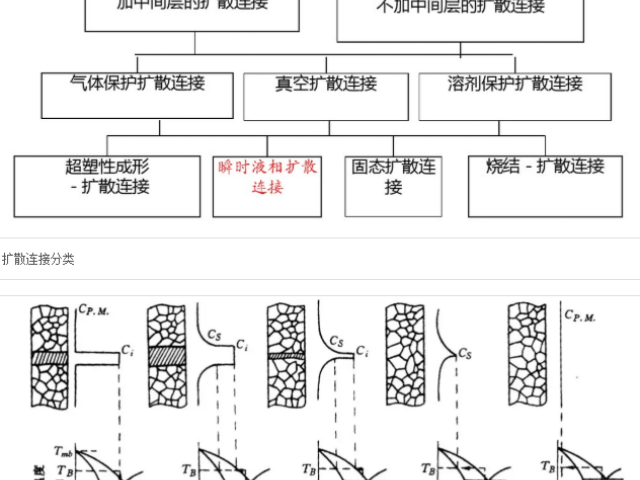
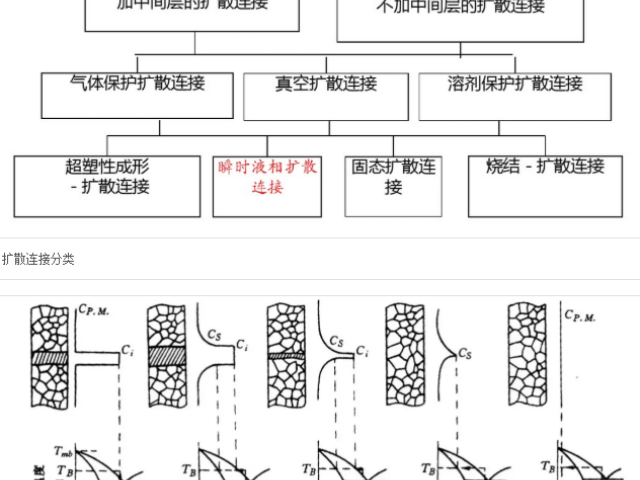
瞬时液相扩散连接工艺(TLPS)是一种先进的焊接技术,其原理主要包括液相形成、等温凝固和成分均匀化三个过程。在液相形成阶段,当加热到一定温度(本文中为 250℃)时,AgSn 合金中的低熔点成分(如 Sn)会熔化,形成液相。液相能够填充被焊接材料表面的间隙和凹凸不平之处,实现良好的润湿。在等温凝固阶段,随着保温时间的延长,液相中的元素会向被焊接材料和未熔化的合金基体中扩散。由于扩散作用,液相的成分发生变化,熔点逐渐升高,当温度保持不变时,液相会逐渐凝固,形成固态的焊接接头。学生用的扩散焊片(焊锡片)供应TLPS 焊片接头强度高韧性好。
温度、压力、时间等工艺参数对焊接质量有着至关重要的影响。焊接温度直接决定了液相的形成和扩散速度。若温度过低,液相难以充分形成,扩散过程也会受到抑制,导致焊接接头强度不足;而温度过高,则可能引起母材的过度熔化、晶粒长大以及合金元素的烧损,降低接头的性能。在焊接压力方面,合适的压力能够保证中间层与母材紧密接触,促进元素的扩散和液相的均匀分布。压力过小,可能导致接头存在间隙,影响连接强度;压力过大,则可能使母材发生变形,甚至破坏接头结构。焊接时间也是一个关键参数,它直接影响着液相的扩散程度和接头的凝固过程。时间过短,扩散不充分,接头成分不均匀;时间过长,则会增加生产成本,同时可能导致接头组织恶化。因此,在实际应用中,需要精确控制这些工艺参数,以获得比较好的焊接质量。
AgSn合金具有面心立方结构的固溶体相,这种晶体结构赋予了合金良好的塑性和韧性。在实际应用中,良好的塑性使得合金在焊接过程中能够更好地填充间隙,实现紧密连接;而较高的韧性则保证了焊接接头在承受外力时不易发生脆性断裂。以航空航天领域为例,飞行器的电子设备焊点需要承受剧烈的振动和温度变化,AgSn合金的优良塑性和韧性能够确保焊点在这些极端条件下依然保持稳定,保障设备的正常运行。在电子封装领域,特定成分比例的AgSn合金能够满足焊点对机械强度和导电性的要求,确保电子器件在复杂工况下稳定运行。扩散焊片 (焊锡片) 凭借低温焊特性,于新能源领域表现良好。
在接头性能上,TLPS 焊片展现出明显的优势。由于其采用瞬时液相扩散连接工艺,能够在接头处形成均匀、致密的金属间化合物层,从而提高接头的强度和韧性。在一些航空航天领域的应用中,对焊接接头的强度和可靠性要求极高,TLPS 焊片形成的接头能够承受更大的机械应力和振动,有效保障了航空航天设备的安全运行。而传统焊片在接头处可能存在气孔、夹杂等缺陷,导致接头强度降低,在复杂工况下容易发生断裂。在适用场景方面,TLPS 焊片适用于大面积粘接,可焊接 Cu,Ni,Ag,Au 界面,这使其在电子封装、电力电子等领域具有广泛的应用前景。TLPS 焊片避免母材过度熔化。学生用的扩散焊片(焊锡片)供应
扩散焊片 (焊锡片) 凭借导热性特性,在汽车电子方面表现良好。化工扩散焊片(焊锡片)价格优惠
瞬时液相扩散连接工艺(TLPS)是一种高效的材料连接技术,其原理基于液相的形成、等温凝固以及成分均匀化等一系列物理化学过程。在 TLPS 工艺中,首先将中间层材料(通常为 AgSn 合金焊片)放置在被连接的金属表面之间,施加一定的压力(或依靠工件自重)使其相互接触。随后,将组件置于无氧化或无污染的环境中(一般在真空炉内)进行加热。当加热温度稍高于形成共晶液相的温度时,母材与中间层材料之间发生元素的化学反应或相互扩散,从而形成液相。这一液相能够迅速填充整个接头缝隙,为后续的连接过程奠定基础。化工扩散焊片(焊锡片)价格优惠
- 半导体扩散焊片(焊锡片)合成技术 2026-06-08
- 本地扩散焊片(焊锡片)哪里买 2026-05-26
- 常规的扩散焊片(焊锡片)厂家直销 2026-05-21
- 常规的扩散焊片(焊锡片)成本价 2025-10-26
- 本地扩散焊片(焊锡片)哪些需求 2025-10-26
- 简介扩散焊片(焊锡片)生产 2025-10-23
- 化工扩散焊片(焊锡片)常用知识 2025-10-23
- 化工扩散焊片(焊锡片)价格优惠 2025-10-22