- 品牌
- 鸿基
- 型号
- 齐全
无菌分装隔离器的应用优势有:1、高洁净度保持:无菌分装隔离器通过双门传递技术和高效过滤系统,能够持续保持100级洁净度,有效避免了传统无菌室洁净度无法持续保持的问题。2、操作便捷:双门设计使得物料传递和人员进出更加便捷,提高了工作效率。3、安全性高:隔离器内部环境完全封闭,减少了外界污染的风险,保障了无菌操作的安全性。4、适用范围广:无菌分装隔离器可普遍应用于制药、生物科技、医疗卫生等领域,满足不同行业的无菌操作需求。随着无菌技术在各领域的普遍应用,无菌分装隔离器的市场需求将不断增长。通过无菌分装隔离器处理后的药品,质量稳定,符合国际药品标准。灌装分装隔离器价格
无菌分装隔离器的监控系统,是一种集成化、智能化的管理系统,通过嵌入式传感器与精密仪器,实时在线监测并记录隔离器内的各项运行参数。首先,对于压力监控,系统能够实时感知并调整隔离器内部的微正压,以防外部空气及污染物进入,同时确保人员操作时的压力平衡,避免因压力突变造成的安全隐患;其次,温度和湿度的控制同样至关重要,稳定的温湿度环境不仅能确保物料性能稳定,而且也是维持无菌环境、抑制微生物生长的重要条件,监控系统会依据预设值精确调控,确保产品生产和储存过程中的温度、湿度均处于适宜范围。山东生产分装隔离器无菌分装隔离器采用先进的隔离技术,确保产品在无菌环境下进行分装,提高产品质量和安全性。

双门传递技术下的无菌分装隔离器,不仅保障了物料在分装过程中的无菌,也成功克服了传统无菌室在实际使用中洁净度难以持续保持的困境。在100级洁净度的标准下,任何微小的污染源都可能造成不可逆的影响。而双门传递技术的运用,配合高效过滤系统和严格的操作规程,使得无菌分装隔离器能够在整个生产过程中始终保持理想的洁净等级,从而满足高精尖行业对于无菌作业的严苛需求。此外,无菌分装隔离器还普遍配备有先进的正压控制系统,确保内部环境始终处于正压状态,阻止外界污染物侵入。
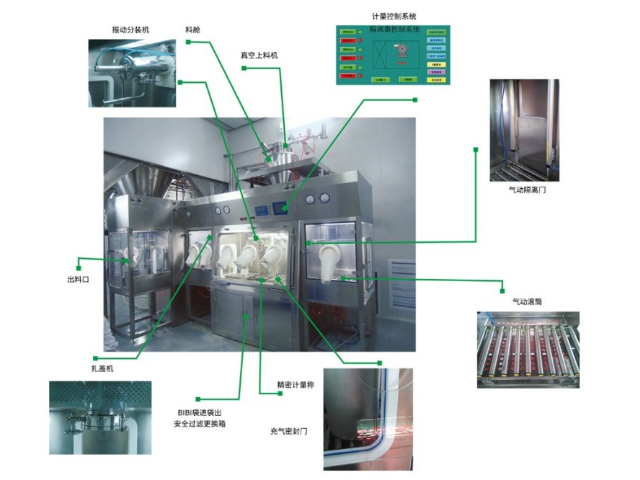
随着科技的不断进步,无菌技术在制药、生物科技、医疗卫生等领域的应用越来越普遍。传统的无菌室虽然在一定程度上保证了洁净度,但往往因为物料传递和人员操作等原因,导致洁净度无法持续保持。无菌分装隔离器的出现,以其独特的双门传递技术,为无菌操作带来了新的突破。无菌分装隔离器采用双门传递技术,将洁净空间与外界环境完全隔离。在传递物料或人员进出时,通过特殊的门体设计,确保洁净空间不受外界污染。同时,隔离器内部配备高效过滤系统,持续保持100级洁净度,确保无菌操作的准确性和可靠性。无菌分装隔离器内部空间宽敞,可容纳多种规格的分装容器,适应性强。

无菌分装隔离器的监控系统是一个集成了压力、温度、湿度、洁净度等多项参数实时监测的系统,该系统通过传感器和仪表等设备,实时采集隔离器内的环境参数,并通过数据分析软件进行处理,以实现对隔离器内环境的实时监控和预警。在线监测参数的重要性如下:1、压力监测:压力是无菌环境中一个关键的控制参数。通过实时监测隔离器内的压力,可以及时发现隔离器是否出现泄漏或空气流动异常,从而避免外界微生物的侵入。2、温度监测:温度是影响药品稳定性和微生物生长的重要因素。适当的温度控制可以确保药品在分装过程中的稳定性和安全性。无菌分装隔离器符合GMP/GLP管理要求,为制药、生物科技等行业提供高效的无菌分装解决方案。内蒙古模拟分装隔离器价格
无菌分装隔离器的气动密封系统采用高精度传感器,确保密封效果的稳定性和可靠性。灌装分装隔离器价格
无菌分装隔离器,顾名思义,是一种用于在无菌条件下进行物料分装的密闭装置,它通过采用先进的空气净化技术和严密的密封设计,确保内部达到高级别的洁净度,满足各类无菌工艺需求。特别是其创新性的舱体可移动设计,使得无菌分装隔离器的应用场景更加普遍,操作更为便捷。舱体可移动的无菌分装隔离器极大提升了设施布局的灵活性。传统的固定式无菌隔离器在安装后位置相对固定,无法根据生产或实验流程的变化做出快速响应。然而,移动式隔离器可以根据实际需求随时调整位置,方便与上下游设备对接,优化工艺流程,提高整体工作效率。灌装分装隔离器价格
苏州鸿基洁净科技股份有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同苏州鸿基洁净科技股份供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!

- 广州分装隔离器有什么作用 2024-06-23
- 银川分装隔离器报价 2024-06-23
- 分装隔离器哪个好 2024-06-23
- 武汉模拟量分装隔离器价格 2024-06-22
- 温州分装隔离器哪家值得买 2024-06-22
- 江苏模拟量分装隔离器 2024-06-22
- 黑龙江模拟量分装隔离器什么品牌好 2024-06-21
- 黑龙江生产分装隔离器 2024-06-21


