- 品牌
- 鸿基
- 型号
- 齐全
随着科技的不断进步,无菌技术在制药、生物科技、医疗卫生等领域的应用越来越普遍。传统的无菌室虽然在一定程度上保证了洁净度,但往往因为物料传递和人员操作等原因,导致洁净度无法持续保持。无菌分装隔离器的出现,以其独特的双门传递技术,为无菌操作带来了新的突破。无菌分装隔离器采用双门传递技术,将洁净空间与外界环境完全隔离。在传递物料或人员进出时,通过特殊的门体设计,确保洁净空间不受外界污染。同时,隔离器内部配备高效过滤系统,持续保持100级洁净度,确保无菌操作的准确性和可靠性。无菌分装隔离器采用先进的双门传递技术,确保洁净空间在物料传递时依然保持高洁净度。黑龙江模拟量分装隔离器什么品牌好

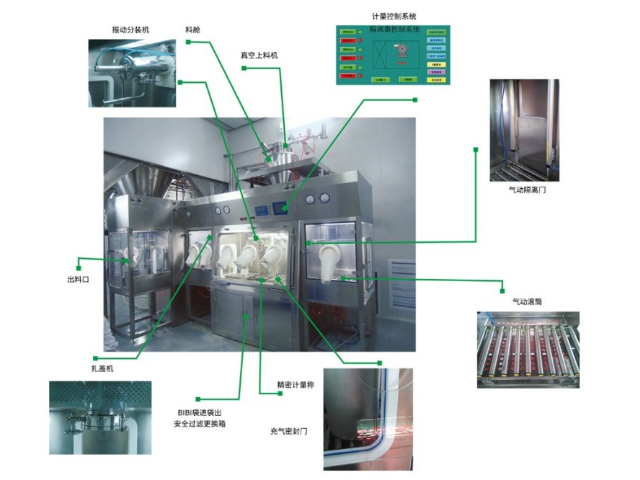
称量取样型无菌分装隔离器主要用于药品的精确称量和取样过程,在制药生产中,药品的精确称量是确保药品质量的重要环节。称量取样型无菌分装隔离器通过提供一个无菌的称量环境,保证了药品在称量过程中不受外界污染。在称量取样型无菌分装隔离器中,操作人员可以在密闭的环境中,通过专门的称量器具对药品进行精确称量。同时,隔离器内部还配备了取样装置,可以在保证无菌的条件下,对药品进行取样。这些取样样品可以用于后续的质量检测或研发工作。吉林分装隔离器材质无菌分装隔离器具有气化过氧化氢(VHPS)杀菌模式,适用于对臭氧敏感的产品。

温度和湿度是无菌分装隔离器运行过程中需要监控的重要参数,适宜的温度和湿度能够提供一个良好的工作环境,有利于药品的稳定性和质量保证。监控系统可以实时监测隔离器内部的温度和湿度,并能够根据设定的标准范围进行报警和调整,确保温湿度在合适的范围内。此外,洁净度也是无菌分装隔离器运行过程中需要关注的一个重要指标。洁净度的高低直接影响药品的质量和安全性。监控系统可以通过在线监测隔离器内部的空气洁净度,及时发现和处理可能存在的污染源,保证药品的无菌性。
称量取样型无菌分装隔离器主要用于药品生产过程中的称量、取样等操作,它通常配备有精确的称量系统和安全的取样机构,能够在保证无菌的前提下,实现对药品的精确称量和取样。在制药工艺中,称量取样是一个关键的环节。精确的称量能够确保药品的配方准确性,而安全的取样则能够避免对药品造成污染,称量取样型无菌分装隔离器通过其独特的设计和功能,有效地解决了这些问题。称量取样型无菌分装隔离器的使用,不仅提高了制药过程的准确性和安全性,还降低了操作人员的劳动强度。无菌分装隔离器的操作界面友好,易于操作和维护,提高生产效率。

无菌分装隔离器的应用优势有:1、高洁净度保持:无菌分装隔离器通过双门传递技术和高效过滤系统,能够持续保持100级洁净度,有效避免了传统无菌室洁净度无法持续保持的问题。2、操作便捷:双门设计使得物料传递和人员进出更加便捷,提高了工作效率。3、安全性高:隔离器内部环境完全封闭,减少了外界污染的风险,保障了无菌操作的安全性。4、适用范围广:无菌分装隔离器可普遍应用于制药、生物科技、医疗卫生等领域,满足不同行业的无菌操作需求。随着无菌技术在各领域的普遍应用,无菌分装隔离器的市场需求将不断增长。通过无菌分装隔离器处理后的药品,质量稳定,符合国际药品标准。无锡分装隔离器标准
无菌分装隔离器采用先进的无菌隔离操作区域,确保产品在整个分装过程中免受外界污染。黑龙江模拟量分装隔离器什么品牌好
无菌分装隔离器是一种用于确保在高度无菌条件下进行产品分装的设备,它通过物理手段构建一个封闭且高度洁净的工作空间,有效防止外部污染物进入,确保内部的无菌状态。这种隔离器的关键设计理念在于将无菌工艺过程与外部环境彻底隔绝,一定程度地降低微生物污染的风险。其中,双门传递技术是无菌分装隔离器的一大亮点。传统的单门传递方式,虽然能够一定程度上阻断外界与内部无菌环境的直接接触,但在物料传递过程中,仍然存在空气流动、人员操作等因素导致的潜在污染风险。而双门传递技术则巧妙地解决了这一问题,其设计了前后两道互锁的气密门,形成一个严格的隔离区,物料必须经过前门进入隔离区,在此区域内进行灭菌处理后,再通过后门进入无菌分装区域。这样的设计不仅有效避免了物料传递过程中的污染,同时也减少了人员在无菌环境中的活动频率和时间,极大提升了无菌环境的稳定性与持久性。黑龙江模拟量分装隔离器什么品牌好
- 广州分装隔离器有什么作用 2024-06-23
- 银川分装隔离器报价 2024-06-23
- 分装隔离器哪个好 2024-06-23
- 武汉模拟量分装隔离器价格 2024-06-22
- 温州分装隔离器哪家值得买 2024-06-22
- 江苏模拟量分装隔离器 2024-06-22
- 黑龙江模拟量分装隔离器什么品牌好 2024-06-21
- 黑龙江生产分装隔离器 2024-06-21